

5. Выбивка, очистка и обрубка отливок
5.1. Выбивка отливок из форм и стержней из отливок
После кристаллизации металла в литейной форме образуется отливка, которую затем извлекают из формы. Процесс извлечения отливок из форм называется выбивкой. Длительное охлаждение отливок в форме экономически не выгодно, но ранняя выбивка может привести к деформации и разрушению отливок ввиду недостаточной их механической прочности, возникновения больших внутренних напряжений и повышенной пластичности металла. Чугунные отливки извлекают из форм при температуре 500–800°С, бронзовые – при температуре 300–500° С, алюминиевые – при 200–300° С, магниевые – при 100–150° С.
Способ извлечения отливок из формзависит от размеров и способов изготовления форм, характера производства и сплавов, из которых получены отливки. Из металлических постоянных форм при литье в кокиль, центробежным способом и под давлением отливки извлекают без разрушения форм. Разовые формы – оболочковые, песчано-глинистые, по выплавляемым моделям разрушают при извлечении из них отливок.
Для выбивки разовых песчано-глинистых форм широко используют автоматические выбивные установки с решетками инерционного и встряхивающего типов. Применяют также подвесные вибрационные коромысла и скобы, закрепляемые на формах; содержимое опок выбивают путем их вибрации.
При выбивке отливок из форм частично разрушаются и выбиваются стержни. На рис. 5.1 рассмотрен пример выбивки отливок из форм.
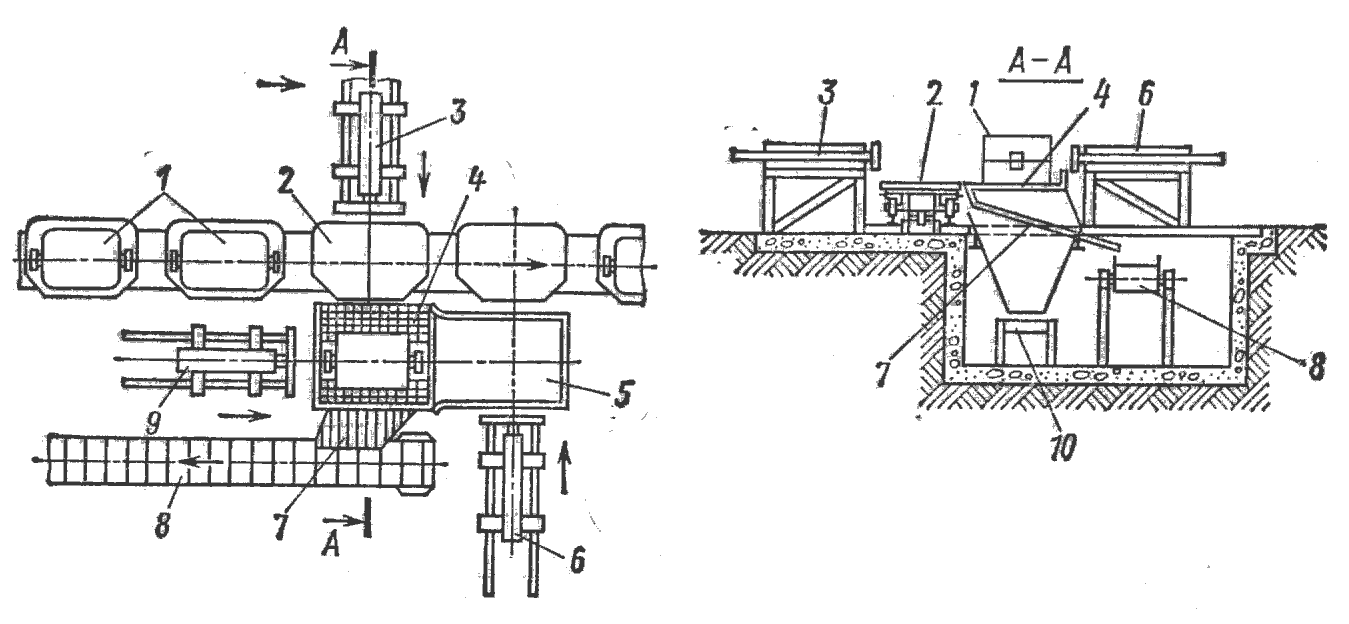
Рис.5.1. Выбивное устройство для извлечения отливок из форм
Литейные формы 1 сталкиваются с конвейера 2 толкателем 3 на выбивную решетку 4. Выбитая формовочная и стержневая смесь просыпается через выбивную решетку 4 и попадает на ленточный конвейер 10, который передает ее на охлаждение, сепарацию и переработку для последующего использования. Извлеченные из формы отливки по наклонной решетке 7 передаются на пластинчатый конвейер 8 и направляются на охлаждение и выбивку из них остатков стержней. Пустые опоки толкателем 9 сталкиваются на стол 5, а с него толкателем 6 – на платформы конвейера 2, который транспортирует их к формовочным машинам. У отливок из серого и белого чугуна, как правило, сразу же отделяется литниковая система и направляется на очистку и переплавку. От стальных отливок литниковая система отделяется на отдельном участке механическим путем или с помощью газовых резаков.
На формовочных автоматических линиях часто совмещаются процессы выбивки и очистки отливок путем выдавливания из опок кома формовочной смеси, внутри которого находится отливка. При этом опоки вновь быстро возвращаются на формовочный конвейер, а отливки внутри кома формовочной смеси поступают в очистное дробеметное устройство, где происходит их очистка от смеси. Такое совмещение операций позволяет сократить цикл выбивки и очистки, а также регенерировать (восстанавливать) формовочные пески, например, из трудно отделяемых самотвердеющих смесей (ЖСС).
Выбивка стержнейиз корпусных отливок со сложными внутренними полостями осуществляется на гидравлических, электрогидравлических и вибрационных пневматических установках. В пневматической установке (рис. 5.2) корпусная отливка 1, внутри которой находится стержень 2, прижимается плунжером 3 к опорному кронштейну 4 путем перемещения сжатым воздухом штока с поршнем 5 внутри пневмоцилиндра 6.

Рис. 5.2. Пневматическая вибрационная установка для выбивки стержней из отливок
Пневмоцилиндр 6 неподвижно укреплен на раме 7 выбивной установки, а цилиндр вибратора 8 вместе с плунжером 3 перемещается по направляющим штангам 9.
После зажима отливки включается пневматический вибратор, золотник 10 которого с большой частотой ударяет по плунжеру 3 и передает вибрацию на отливку. Под воздействием вибрации песчаный стержень разрушается и высыпается через технологические окна в отливке. Выбивка стержней из крупных отливок часто совмещается с процессом их очистки.