

Порядок призначення режиму різання наступний.
2.1. Вибір матеріалу, геометричних параметрів ріжучої частини і розмірів токарних різців.
2.1.1. Вибір матеріалу ріжучої частини різця.
На вибір матеріалу ріжучої частини токарних різців впливають умови і вид обробки (переривчасте або безперервне різання, наявність ливарної корки, чистове або чорнове і др.), також оброблювальний матеріал.
Ріжуча частина токарних різців виготовляється з металокерамічних, мінералокерамічних, безвольфрамових твердих сплавів, рідше з швидкорізальної, інструментальної, легованої інструментальної сталі і надтвердих матеріалів. Тверді сплави у вигляді пластин з'єднують з кріпильної частиною за допомогою пайки або спеціальних високотемпературних клеїв, багатогранні твердосплавні пластини закріплюють механічно, і т.п.
Рекомендовані матеріали для ріжучої частини токарних різців наведені в табл. 2П.
2.1.2. Визначення геометричних параметрів ріжучої частини і розмірів різця.
Розміри різців визначають залежно від їх відмітних ознак (див. табл. 1П). Розміри поперечного перерізу державки різця беруть залежно від висоти центрів верстата, на якому виконується робота. При висоті 150-160 мм центрів рекомендується перетин державки ВхН=12х20 мм (де В - ширина а Н - висота), при висоті 180-200 мм центрів от 12х20 до 16х25 мм, при висоті 250-300 мм центрів - від 16х25 до 20х32 мм.
Для токарних верстатів моделей 1А62, 1БА62, 1ГА62, 1В62Г, 1К62, 16К20 висота центрів становить 200 мм, для моделі 1А616 - 160 мм.
Розміри токарних прохідних відігнутих різців з пластинками з твердого сплаву наведені на мал. 9 і в табл. 3П. приклади умовного позначення правого різця перетином НхВ=25х16 мм, з кутом врізання пластинки в стрижень 0º, з пластинкою з твердого сплаву марки Т15К6 або Т5К10.
Різець 2102-0055Т15К6ГОСТ18877-73.
Різець 2102-0055Т5К10ГОСТ18877-73.
М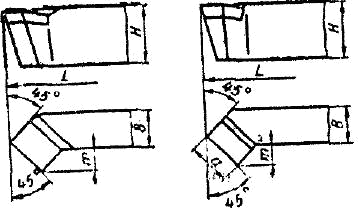 ал.
9. Основні параметри прохідного
відігнутого різця
ал.
9. Основні параметри прохідного
відігнутого різця
В умовах серійного і масового виробництва застосовуються різці з механічним кріпленням багатогранних твердосплавних пластин і мінералокераміки. Застосування багатогранних твердосплавних непереточувальних пластин на різцях забезпечує:
- скорочення допоміжного часу на зміну і переточування різців;
- підвищення стійкості на 20-25 % порівняно з напаяними різцями;
- скорочення витрат на інструмент в 2-3 рази і втрат вольфраму і кобальту в 4 -4,5 рази;
- спрощення інструментального господарства;
- зменшення витрати абразивів на заточування.
Багатогранні пластини різних форм мають плоску передню поверхню з опуклою або відшліфованою лункою і можуть бути з отвором або без нього.
Надтверді інструментальні матеріали призначені для чистової обробки матеріалів з високими швидкостями різання (більше 500 м/хв), а також матеріалів з великою твердістю (HRC>60). Найбільш поширеними надтвердими матеріалами є матеріали на основі кубічного нітриду бору.
Різці виготовляють із ріжучими пластинами з композиту, причому ріжучі елементи можуть бути як переточувальні, так і у вигляді багатогранних непереточувальних пластин.
Залежно від матеріалу ріжучої частини різця і умов обробки вибирається форма передньої поверхні різця (табл. 4П).
Кути ріжучої частини різців залежно від умов обробки оброблюваного матеріалу, матеріалу ріжучої частини і форми передньої поверхні визначаються за табл. 5П-7П.