

Форми передньої поверхні
|
Позначення |
Ескіз передньої поверхні |
Область застосування | |
|
а- для різців з б/р сталі |
Б – для різців з твердосплавними пластинками | ||
|
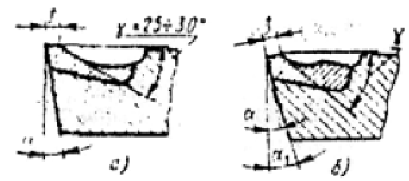
1.Плоска |
|
Обробка чавуна, обробка сталі при S<2 мм/об, для фасоних різців важкого контуру |
Обробка сталі з >800 МПа при достатній жорсткості і вібростійкості заготовки. Необхідний стружко ломач. |
|
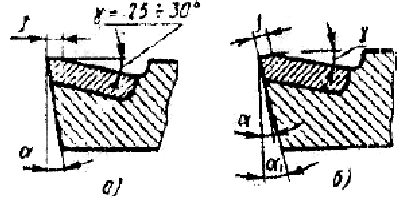
2.Плоска з фаскою |
|
Обробка сталі при S>2 мм/об |
Обробка сірого і ковкого чавуна, сталі >800МПа при достатній жорсткості і вібростійкості заготовки. Необхідний стружко ломач |
|
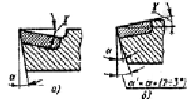
3.Радіусна з фаскою |
|
Обробка сталі з забезпеченням стружкозламування |
Обробка сталі <800 МПа при t=1-5 мм, S>0.3 мм/об. Стружкозлам забезпечується лункою: В=2-2,5 мм. R=4-6 мм, глибина лунки 0,1–0,15 мм |
Таблиця 5П.
Кути ріжучої частини різців
|
Матеріал обробки |
Матеріал ріжучої частини. Форма передньої поверхні. |
Геометричні параметри ріжучої частини,град. | |||
|
γф |
γ |
α |
λ | ||
|
Точіння, розточка, стругання | |||||
|
Сталь вуглецева, легована, інструментальна, стальне лиття НВ<340<1200 МПа |
БС, 2а, 3а |
- |
25-30 |
8-12 |
0 |
|
Чавун сірий і ковкий НВ<220 |
БС, 1а, 2а, 3а |
- |
12-18 |
8-12 |
-4-+4 |
|
Сталь конструкційна, високовуглецева, легована, стальне лиття σв<1000МПа σв>1000МПа |
ТС,2б,3б 1б,2б |
-3-5 -10 |
15 - |
- 12 |
- |
|
Точіння і розточування | |||||
|
Чавун сірий НВ<220 МПа НВ>220 МПа |
ТС, 2б, 3б |
-3-5 |
12 8 |
6-10 |
- |
|
Чавун ковкий НВ=140-150 |
ТС, 2б, 3б ТС, 1б, 2б |
-2
|
15 - |
8 12 |
- |
|
Невпинне точіння | |||||
|
Сталь σв<700 МПа σв>700 МПа |
МК, 2б, 3б |
-5--10 |
10-15 10 |
8-10 |
0-5 |
|
Чавун НВ<220 МПа НВ>220 МПа |
МК, 2б |
-5 |
10 0-5 |
- |
- |
Таблиця 6П.
Значення кутів φ і φ1
|
Умови обробітку |
φ |
Умови обробітку |
φ1 |
|
Точіння ступінчатих заготовок недостатньої жорсткості, точіння, розточення ступінчатих поверхонь в упор, підрізання, прорізання та відрізання |
90 |
Для прохідних різців при роботі без врізання: з швидкоріжучої сталі з пластинками із твердого сплаву |
5-10 15 |
|
Для відрізних різців при відрізанні заготовок без бобішек |
80 |
Для прохідних різців при роботі з врізанням: до 3мм більше 3мм |
15 20-30 |
|
Точіння на прохід заготовок малої жорсткості, розточення чавуна |
60-75 |
Для підрізних і розточувальних різців: з швидкоріжучої сталі з пластинками із твердого сплаву |
10-15 20 |
|
Точіння жорстких заготовок прохідними різцями |
30-60 |
Для прорізних і відрізних різців |
1-2 |
|
Чистове точіння з малою глибиною різання |
10-30 |
Для різців з відігнутим перерізом: до 20 х 30 мм більше 20 х 30 мм для широких різців |
45 30 0 |
Таблиця 7П.