

1.5. Оптимальний знос різців.
У процесі різання відбувається інтенсивне тертя поверхонь ріжучої частини інструменту об оброблену поверхню і різальну поверхню, тертя стружки об передню поверхню. Процес тертя супроводжується значним виділенням тепла за рахунок тертя і пластичної деформації зрізаного шару металу.
Ці явища, супутні процесу різання, призводять до зносу інструменту по передній і задніх поверхнях. Інструмент може нормально працювати до гранично допустимого спрацювання, величина якого визначає стійкість інструменту, вимірювану в хвилинах, яка характеризує собою час його безперервної роботи до переточування.
Характер зносу представлений на мал. 7, 8. Величини допустимого зносу різців h3, наведено в табл. 2.
Таблиця 2
Рекомендовані величини допустимого зносу токарних прохідних різців
|
Різці |
Матеріал обробки | |||
|
Сталь, сталеве лиття |
Сірий чавун | |||
|
Умови обробітку |
Допустиме спрацювання, мм |
Умови обробки |
Допустиме спрацювання, мм | |
|
Різці з швидкоріжучої сталі | ||||
|
Прохідні |
З охолодженням |
1,5–2,0 |
Чорнове точіння |
3,0–4,0 |
|
Підрізні і розточувальні |
Без охолодження |
0,3–0,5 |
Напівчистове точіння |
1,5–2,0 |
|
Підрізні і відрізні |
З охолодженням |
0,8–3,0 |
- |
- |
|
Підрізні і відрізні |
Без охолодження |
0,3–0,5 |
На токарних станках |
1,5–2,0 |
|
Різці з пластинками з твердих сплавів | ||||
|
Прохідні, підрізні і розточувальні з пластинками Т15К6 Т15К10, Т14К8 |
Без охолодження з подачею
0,3 мм/об 0,3 мм/об |
0,8–1,0 1,5–2,0 |
0,3 мм/об 0,3 мм/об |
1,4–1,7 0,8–1,0 |
|
Те ж з пластинками Т30К4 |
Без охолодження |
0,5 – 0,8 |
- |
- |
|
Теж з пластинками ВК6 і ВК8 |
Також з подачею 0,3 мм/об 0,3 мм/об |
0,8–1,0 0,3 |
0,3 мм/об 0,3 мм/об |
1,4–1,7 0,8–1,0 |
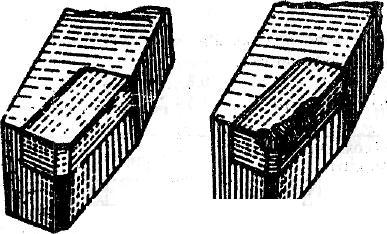
Мал. 7. Новий (а) і зношений (б) різці.
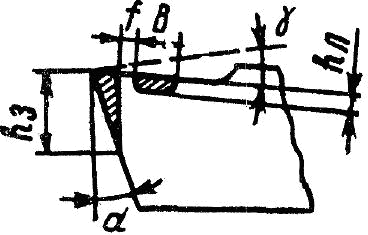
Мал. 8. Параметри зносу різця: h3 - пo задньої поверхні; hп, В - по передній поверхні
2. Методика призначення раціональних режимів різання.
Раціональним (найвигіднішим) режимом різання буде такий, при якому деталь необхідної якості виготовляють при мінімальних витратах засобів (з урахуванням витрат на інструмент). Цей режим відповідає економічному періоду стійкості інструменту.
При призначенні раціонального режиму різання необхідно врахувати наступне: марку оброблюваного матеріалу, його фізико-механічні властивості, стан його поверхні, вид точіння, характер обробки (чорнова або чистова), умови обробки (безперервне або переривчасте) і др. Спочатку вибирається тип токарного різця із табл. додатків 1).