

1.3. Вплив кутів різця на процес різання.
Кути різця розглядаються в головній Р, допоміжній Рτ1, січних площинах і в плані (мал. 4). Кути ріжучої частини різця впливають на процес різання. Задні кути α і α1, зменшують тертя між задніми поверхнями інструменту і поверхнею оброблюваної заготовки, що веде до зниження сили різання та зменшення спрацювання різця; але надмірне збільшення заднього кута призводить до ослаблення ріжучої кромки різця. Рекомендується при обробці сталевих і чавунних деталей задні кути виконувати в межах 6-12º.
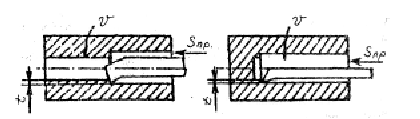
Мал. 3. Розточування отворів: а-наскрізних, б-глухих
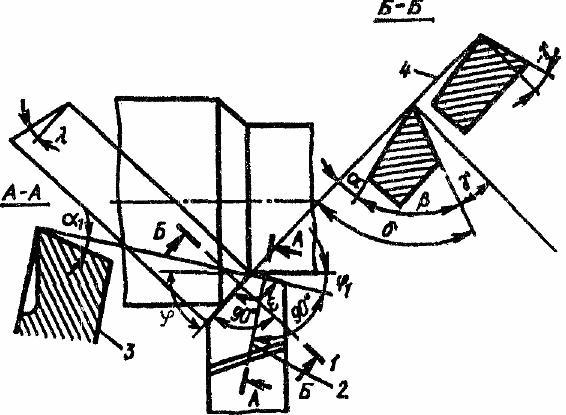
Мал. 4. Кути токарного різця в статичному стані:
1 - слід головної січної площині Рτ; 2 - слід допоміжної січної площини Pτl; 3 - слід основної площини Pv; 4 - слід площини різання Рп
Із збільшенням переднього кута γ зменшується робота, що витрачається на процес різання, і зменшується шорсткість оброблюваної поверхні. При обробці м'яких сталей γ=8-20°, а при обробці дуже твердих сталей роблять навіть негативний кут γ=-5...-10°.
Головний кут в плані φ визначає співвідношення між радіальною і осьовою силами різання. При обробці деталей малої жорсткості φ беруть близьким або рівним 90°, так як в цьому випадку радіальна сила, що викликає вигин деталі, мінімальна. Залежно від умов роботи приймають φ=10-90°. Найбільш поширеною величиною кута різця в плані при обробці на універсальних верстатах є φ=0-45°. Допоміжний кут в плані φ1=0-45°, найбільш поширений φ1=12-15°.
Кут нахилу головної різальної кромки λ визначає напрямок сходу стружки. При позитивному куті λ стружка має напрямок на оброблену поверхню, при негативному λ - на оброблювану поверхню. Найчастіше кут λ дорівнює 0º. Не рекомендовано при чистової обробки приймати позитивний кут λ.
1.4. Дрібнення стружки.
У процесі обробки зливна стружка часто заважає проводити високопродуктивно процес точіння, так як вона заплутується навколо деталі та інструменту і змушує часто припиняти обробку з метою її видалення.
Для забезпечення швидкісного точіння в'язких сталей застосовують ряд способів дроблення стружки в процесі обробки:
- підбір геометрії інструменту та режимів різання;
- виготовлення на передньої поверхні різців стружколомних лунок (мал. 5) і уступів (порожків);
- установка на передній поверхні накладних стужколомів (мал. 6).
Дрібнення стружки можна забезпечити шляхом додання головної різальної кромки позитивного кута +λ, заточування негативного переднього кута γ=10-15° і відповідного поєднання глибини різання t і подачі S в межах t/S=5-8.
У табл. 1 наведені рекомендовані кути заточування залежно від співвідношення t і S.
Таблиця 1
Кути заточування і фаска залежно від глибини різання t і подачі S для різців, оснащені твердим сплавом
|
Тип різця |
φ |
γ |
γ |
λ |
F |
|
град. |
мм | ||||
|
Прохідний |
45 |
0 |
-5 |
0 |
4* |
|
Прохідний |
60 |
10 |
-2 |
+18 |
2,5 |
|
Підрізний |
90 |
-3 |
- |
0 |
4 |
|
Підрізний |
90 |
+15 |
- |
+15 |
1,5 |
* при t≥4 і S≥0,3 мм.
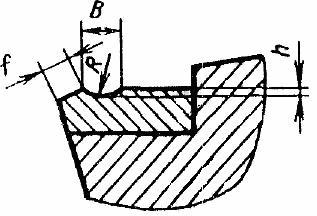
Мал. 5. Різець зі стружколомною лункою
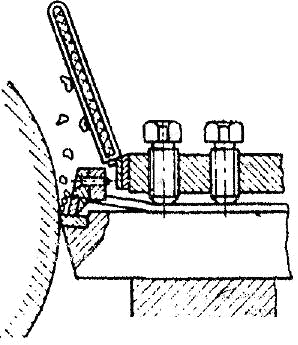
Мал. 6. Різець з накладним стружколомом і стружковідбивним екраном