

20. Приспособоения с гидропластом. Виды приспособлений. Особенности конструирования. Определение исходной силы.
Гидропласт - резиноподобное вещество, состоит из полихлорвиниловой смолы, дибутилфталат, стират кальция, вакуумное масло. Т плавления 120..160 градусов. Гидропласт заливают в нагретое до 100..120 градусов приспособление.
Существует 2 типа приспособлений с гидропластом:
1.Гидропласт служит средством выравнивания усилия зажима в многоконтактном приспособлении.

Плунжеры индивидуально притёрты к отверстию с зазором не более 10 мкм.
2.Приспособления,
у которого исходное усилие приложено
к гидропласту.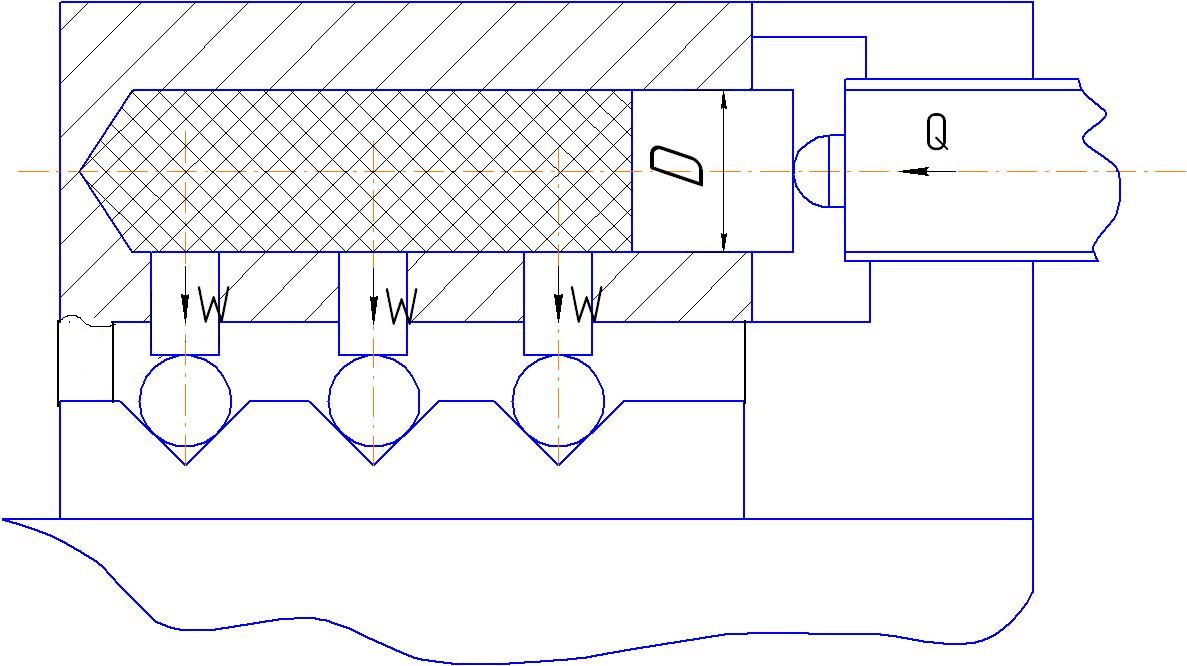
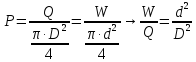
Особенности конструирования.
Обычно d=D → W=Q.
Большие деформации приспособления возможны. После отжима винта плунжеры не возвращаются в исходное положение; следовательно необходимы возвратные пружины и возможность возвратного движения поршня. Внутренние полости, заполненные гидропластом полируются (9-10 класс шероховатости). Острые кромки, особенно при резких поворотах и каналах, скругляются и полируются. Гидропластовые полости должны иметь каналы для выхода воздуха при заливке. На каждые 100 мм длины канала теряется примерно 5% давления. Гидропласт заполняется в нагретые до 100-120◦ полости.