6. Особенности конструкций и эксплуатации винтовых и клиновых зажимов. Примеры их использования в приспособлениях. Величина усилия зажатия, создаваемая данным механизмом.
Винтовые зажимы – самые используемые. К их особенностям следует отнести: большие зажимные усилия при малых исходных; универсальность – для закрепления самых разнообразных деталей; самоторможение – исходное усилие действует только в момент закрепления. К недостаткам следует отнести малую производительность, износ. Применяются в основном в единичном и мелкосерийном производстве.
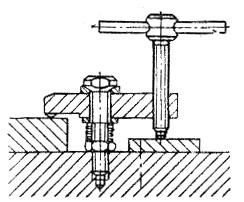
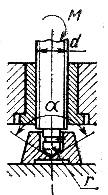
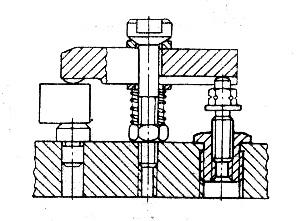
На рисунке показан пример закрепления болтовым зажимом
Твердость резьбовой втулки – 45…50 HRC.
Твердость винта – 35…40 HRC.
Расчётные
формулы:
здесь: rср- средний радиус резьбы (по ГОСТ)
α – угол подъёма резьбы
L – длина рукоятки
f – коэффициент трения
- угол профиля
Тогда
исходное усилие зажима:
для
приближённых вычислений можно использовать
формулу:
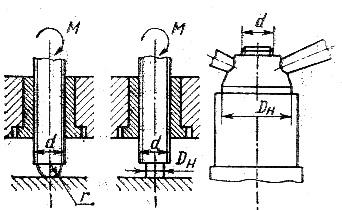
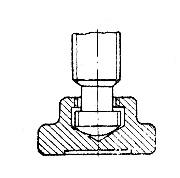
На рисунке показан пример зажима детали гайкой.
Расчётные формулы: в этом случае доля крутящего момента, развиваемого гаечным ключом, идущая на создание зажима, будет меньше из-за существования трения на поверхности гайки.

для
приближённых вычислений можно использовать
формулу:
Особенности конструирования винтовых зажимов.
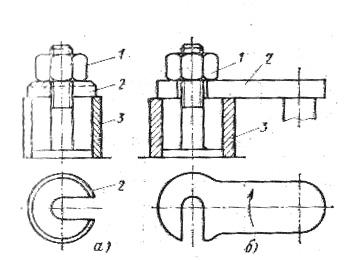
На рисунке а представлен пример зажимного винта с пятой. Трудновыполнимые штифтовые зажимы пяты могут выполняться проволочной дугой, а проще сделать как на рисунке б. В этом случае сложность заключается в выполнении канавки под головку винта. Но в целом, проектирование такого узла проще.
а б
В случае создания усилия зажима непосредственно винтом, на нём необходимо выполнять сферическую нажимную поверхность.
Повышение производительности винтовых зажимов.
1 Применение быстросменных шайб (рисунок а).
2 Применение откидных шайб (рисунок б).
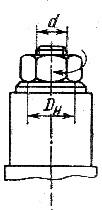
3 Наружный диаметр гайки должен быть меньше, чем отверстие детали, через которое гайка должна проходить при установке и снятии с обрабатываемой детали. Соблюдение условия dD.
Особенности клиновых механизмов
Тело под действием силы Q перемещается по плоскости. Возникает нормальная реакция N и сила трения F, отклоняющая реакцию опоры от нормального направления на угол φ.


Усилие
зажима с трением на 2-х поверхностях
7. Особенности конструкций рычажных зажимов. Возможные типовые схемы и величина создаваемого ими зажимного усилия, эскиз конструкции рычажного зажима.
Большой КПД (порядка 100%)
Высокое быстродействие
Отсутствие самоторможения, поэтому чаще всего используются как предающий механизм
Легко настраиваются на зажимаемый размер
Имеют большой и регулируемый коэффициент усиления
Простота и дешевизна

Усилие зажимов:
а)
 ;
б)
;
б) ;
в)
;
в)
W – сила зажима
Q – исходная сила
Η - кпд
Типовые конструкции рычажных зажимов.
Отодвигаемый зажим.
Рычажный поворотный механизм – рычаг с одной стороны, а зажимной механизм – с другой. Условие: половина ширины прихвата должна быть меньше, чем расстояние между опорой прихвата и деталью. Так же нужно помнить об ограничении поворота прихвата (штифтами).