

8. Особенности конструкции г-образных зажимов, простых и поворотных. Эскиз конструкции. Применяемые материалы.
Применяются, когда нужно обеспечить минимальные поперечные габариты приспособления. Но более сложен в изготовлении по сравнению с рычажными, так же обладает меньшим КПД за счёт трения в направляющих. Выполняются поворотными (90) и неповоротными.
f – коэффициент трения в направляющих
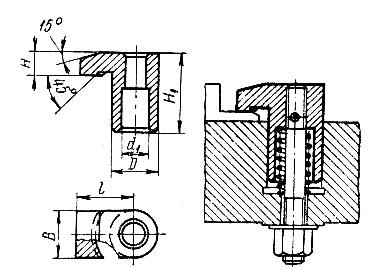
Для изготовлении применяют сталь 40Х и подобные, термообработка – улучшение, твердость 35 – 50 HRC.
В
образных прихватах делает винтовая
проточка:
Посадка Г-образного прихвата Н9/f9.
Материалы: 40Х, 30ХГСА, 45, 7 кл. шерохлватости.
9. Цанговые зажимные устройства, особенности их конструкций и область применения. Величина усилия зажима. Применяемые материалы.
Служит для установки и центрирования детали по цилиндрическим или наружным поверхностям.
Базовое отверстие заготовки д. быть обработано не ниже Н9 – Н10
«+» -простота конструкции;
- точное центрирование.
«-» - мал ход лепестков цанги.
Выполняется из высоко углеродистой стали У10А или пружинной 65Г (65С2) и термически обрабатывается до твердости HRC 58…62 на губках и до твердости HRC 39 … 45 в хвостовой части. Угол конуса цанги 30 - 40. При меньших углах возможно заклинивание.
Точность центрирования 0,02 – 0,04 мм. Цанги бывают тянущие или толкающие.

αцанги = 300, αкорпуса = 290 – характерная особенность.
См. справочник Горошкина стр. 185
10. Виды приводов зажимных устройств и их условное обозначение по гост. Особенности конструкций пнев- и гидравлических приводов. Величина создаваемого усилия.
1 Ручные приводы – им свойственна универсальность, надёжность, рабочий приспосабливается к усилию зажима. Вместе с этим, у них малая производительность, рабочий утомляется, поэтому, если время закрепления составляет 7…10% от времени всей операции, применяют механизированный зажим (применяются в мелкосерийном и единичном производстве).
Одной рукой без рывка рабочий создаёт усилие Q = 12 кгс; при плече приложения силы L = 300 мм усилие составляет Q = 40…50 кгс. Чем больше рабочий производит закреплений, тем слабее нужно закладывать усилие зажима (на 1000 закреплений/раскреплений нужно применять силу зажима порядка 6…8 кгс).
2 Пневматические приводы – получили широкое распространение в крупносерийном и массовом производстве.
Основные достоинства:
- простота конструкции и эксплуатации привода;
- чистота привода;
- высокое быстродействие
К недостаткам можно отнести:
- неплавное действие;
- большие габариты при больших усилиях (для устранения недостатка можно применять двойной пневмоцилиндр – 2 поршня на одном штоке);
- малое давление воздуха в магистрали;
- при давлении р > 0,6 МПа наблюдается конденсация и замерзание влаги в магистралях (для устранения применять величину давления не больше 0,4 МПа);
В качестве уплотнений используются манжеты и кольца. На 1 кольцо может приходиться давление до 30 МПа (второе кольцо ставят для гарантии). Чаще выполняют пневмоцилиндры со стальными гильзами (из улучшаемых сталей). Внутренние поверхности гильз обрабатывают в следующем порядке: шлифуют, полируют, хромируют и снова полируют. В качестве пневмодвигателей используются пневмоцилиндры (одностороннего и двухстороннего действия) и пневмокамеры:
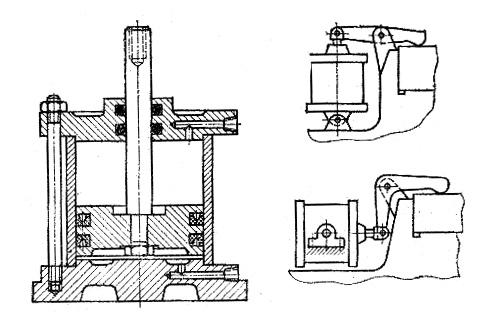
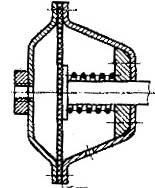
Особенности пневмокамер:
- Не требуют уплотнений.
- Не требуют точной и качественной обработки внутренних поверхностей.
- Большой срок службы (500-1000 рабочих циклов).
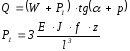
Усилие зажима:
в
штоковой полости ;
в безштоковой полости
;
в безштоковой полости
р – давление в магистрали
D – диаметр пневмокамеры
qпр – усилие пружины
- Часть усилия уходит через мембрану на корпус.
- Не имеют преимуществ в габаритах перед пневмоцилиндром
3. Гидравлический привод – представляет собой независимую гидравлическую установку, обслуживающую один или несколько станков. Диапазоны рабочих давлений, применяемых в оснастке – от 5 до 20 МПА, для создания давления наиболее часто используются лопастные гидронасосы типа Г12.
Преимущества:
- малые размеры цилиндров;
- плавность действия, так как жидкость несжимаема;
- возможность осуществления многократного зажатия;
- меньшие требования к поверхности гидроцилиндра, по сравнению с пневмоцилиндром;
- более высокий КПД, по сравнению с пневмоцилиндрами;
- можно применять металлические уплотнительные кольца и уплотнительные кольцевые канавки.
Недостатки:
- сложность и высокая точность отдельных механизмов узлов;
- затруднённая подача давления во вращающиеся конструкции;
- при появлении утечек жидкость разбрызгивается.
Условное обозначение зажимов:
Обозначение
устройства зажима:
П – пневматическое
Н – гидравлическое
Е – электрическое
М – магнитное
ЕМ – электромагнитное
Г – гидропластовое
Смотри справ. Грошкина стр. 238, и Анурьев 3 том.