

1. Назнчение технологической оснастки и ее особенности в зависимостии серийности производства. Классификация технолгической оснастки.
Приспособление – это вспомогательное устройство, используемое при механической обработке, сборке и контроле изделий, обеспечивающее нужное взаимное расположение обрабатываемой детали, оборудования и инструмента в процессе обработки, сборки и контроля.
Вспомогательный инструмент – это устройство для базирования и закрепления режущего и иного инструмента.
Классификация технологического оборудования:
1. По целевому назначению:
- станочные приспособления (токарные, фрезерные, шлифовальные и т.д.);
- вспомогательный инструмент (патроны, оправки, резцовые державки);
- сборочные приспособления (для соединений деталей в изделии);
- испытательная оснастка;
- контрольные приспособления;
- транспортные (траверсы, тара, ложементы, кантователи)
2. По степени специализации:
1) Универсальные – применяются в единичном и мелкосерийном производстве:
- стандартные (тиски, патроны, поворотные столы);
- безналадочные (трехкулачковый патрон);
- наладочные (делительные головки);
- специальные (для деталей определенного типа, но разных размеров).
2) Переналаживаемые – в мелко- и среднесерийном производствах. Скоращают сроки подготовки производства, но обладают малой жесткостью и неоптимальной конструкцией:
- универсально-сборные (УСП);
- сборно-разборные (СРП);
- универсально-наладочные приспособления (УНП).
3) Специальные – предназначены для выполнения только одной операции на детали; это крупносерийное и массовое производство:
- одноместные;
- многоместные;
- однопозиционные;
- многопозиционные;
- групповые переналаживаемые
- многооперационные (спутники).
«+» специальных приспособлений: наибольшая точность установки детали; наибольшая жёсткость; наивысшее быстродействие и качество закрепления.
«–»: дороги и неуниверсальны; занимают много места в цехе; увеличивают продолжительность технологической подготовки производства.
3. По степени автоматизации и механизации: ручные; механизированные; полуавтоматические; автоматические; с управлением от внешних устройств.
4. По виду привода: пневматический; гидравлический; электрический и др.
Основные узлы приспособлений.
1 Корпус – предназначен для удерживания в определённом положении остальных узлов приспособления.
2 Установочные элементы – опоры, пластины, плоскости, призмы, цилиндрические отверстия, оправки, сложные поверхности (резьбовые, шлицевые, конусные и пр.) – те, на которые устанавливается деталь.
3 Зажимные устройства – клиновые (клинья, эксцентрики, винты), рычажные, упругие (пружинные); они создают усилие зажима, удерживающее деталь при обработке
- рычажные (пружины, прихваты);
- упругие (пружины, воздух, жидкость и т.д.)
4 Приводы и аппаратура управления ими – устройства, создающие зажимное усилие.
2. Установочные элементы и их назначение. Условные обозначения опор и установочных учтройств согласно гост. Материалы, применяемые для изготовления опор.
Установочные элементы делятся на основные и дополнительные опоры.
Основные опоры – обеспечивают базирование детали по 6-ти точкам:
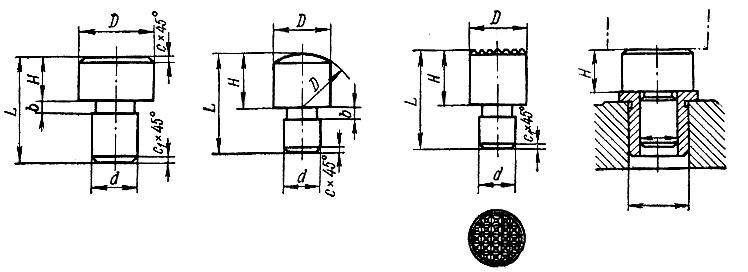
1. Цилиндрические жесткие опоры. Опора 1 предназначена для установки деталей чистовыми базами. Опора 2 применяется в случаях, когда имеют место большие сдвигающие усилия резания и допустимы следы на базовых поверхностях. Опора 3 предназначена для установки деталей по необработанным поверхностям. Материалы и режимы термообработки:
D16 мм – стали У7А, У8А 58…64 HRC;
D≥16 мм – сталь 20, 20Х; hц = 0,8…1,2 мм 55…60 HRC.
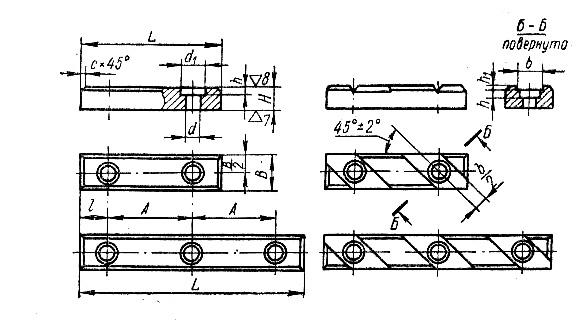
2. Опорные пластины – для установки заготовок обработанными поверхностями
3. Плавающие опоры – применяются для повышения жесткости установки деталей, снижения контактных напряжений и в тех случаях, когда увеличено числа точек контакта заготовок с приспособлением.
Дополнительные опоры – применяются для увеличения жёсткости установки детали в приспособлении, предотвращения прогибов и вибраций заготовки в процессе резания, а также деформации детали под действием силы зажима. Каждая дополнительная опора подводится к обрабатываемой детали и закрепляется индивидуально, после того как деталь будет установлена на основные опоры и закреплена основными зажимными устройствами.
Применяется 3 вида дополнительных опор:
1. Самоустанавливающиеся
2. Подводимые – подводятся к поверхности обрабатываемой детали вручную.
3. Регулируемые

Условное обозначение:
