

6.1. Расчет блока для радиуса r2
Рассчитаем эластичный блок для радиуса R2 (рис.6.1)
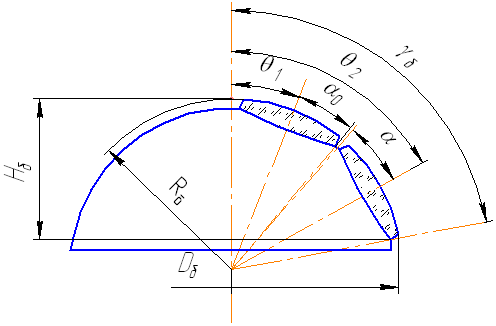
Рис.6.1. Блок эластичный.
Предварительная высота блока
![]() мм,
мм,
где DП —диаметр плоского блока;
Предварительный угол раствора блока
![]() .
.
Углы раствора заготовки
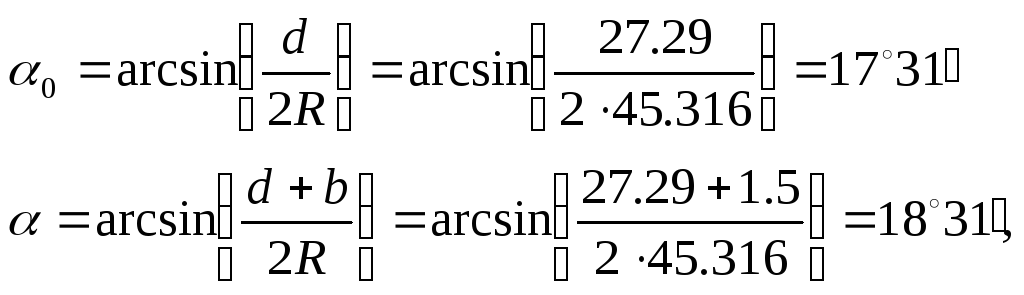
где b — расстояние между заготовками (при расчете сферических блоков b следует выбирать по таблице 6.1).
Таблица 6.1.
Расстояние между заготовками на сферическом блоке.
-
d
b (для вогнутых блоков)
b (для выпуклых блоков)
до 10 вкл.
10..20
20..40
40..60
св. 60
0.7 – 1.0
0.7 – 1.5
1.1 – 1.7
2.0 – 2.5
0.3 –0.8
0.6 – 1.0
1.3 – 1.6
1.6 –2.0
2.5 –3.0
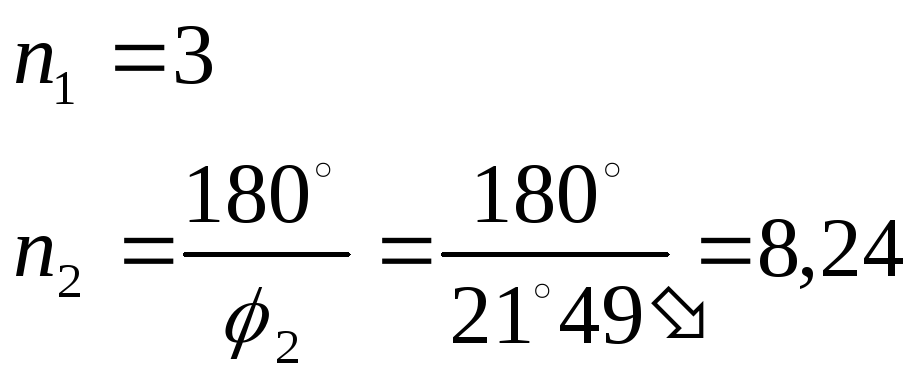
Число рядов на блоке и количество заготовок в первом ряду
![]()
На блоке будет два ряда, в первом ряду три заготовки.
5.Угол φ1
![]() .
.
Угол θ1
![]() ;
;
![]() .
.
7. Угол θ2 находим по формуле
![]() :
:
![]()
Синусы углов находим по формуле
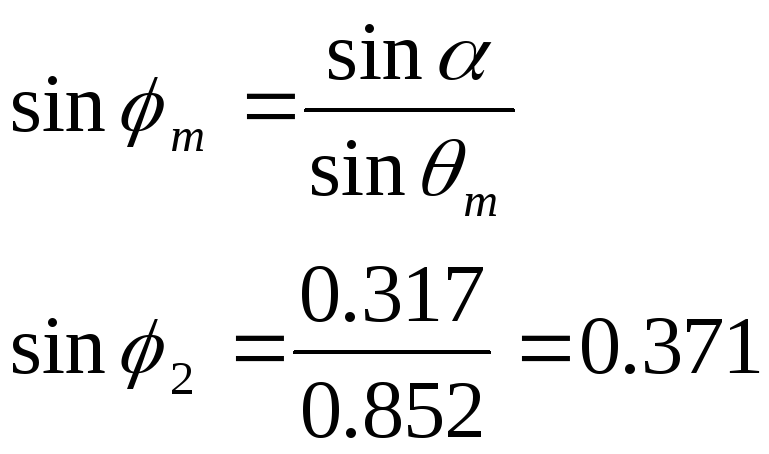
![]() .
.
9. Количество заготовок по рядам
 ;
принимаем
;
принимаем
![]() =8.
=8.
10. Общее количество заготовок на блоке
N=3+8=11.
11. Окончательный угол раствора блока
![]()
12. Окончательная высота блока
![]() мм.
мм.
13. Диаметр блока
![]() мм.
мм.
6.2. Расчет блока для радиуса r1
Рассчитаем жесткий блок для радиуса R1 (рис.6.2.)
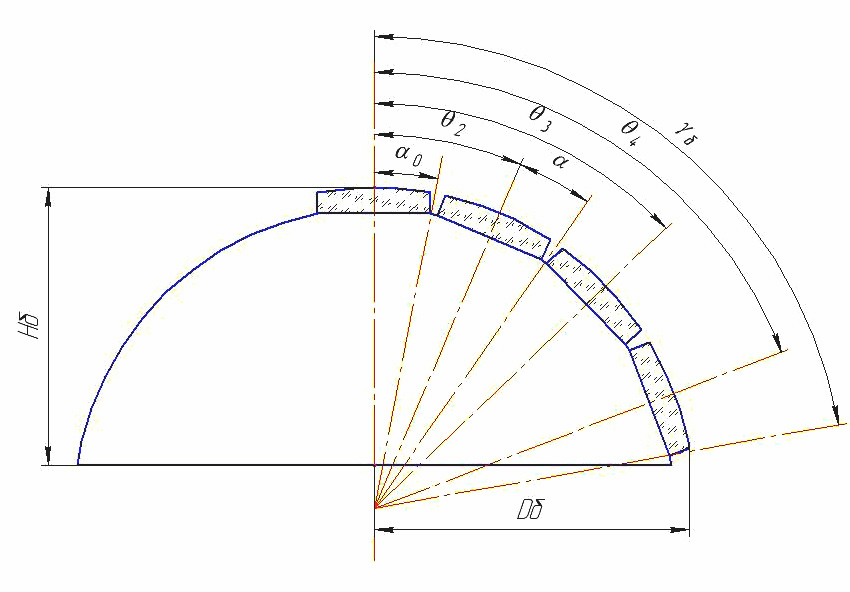
Рис.6.2. Блок жесткий.
Предварительная высота блока
![]() мм,
мм,
где
DП — максимальный диаметр плоского блока;
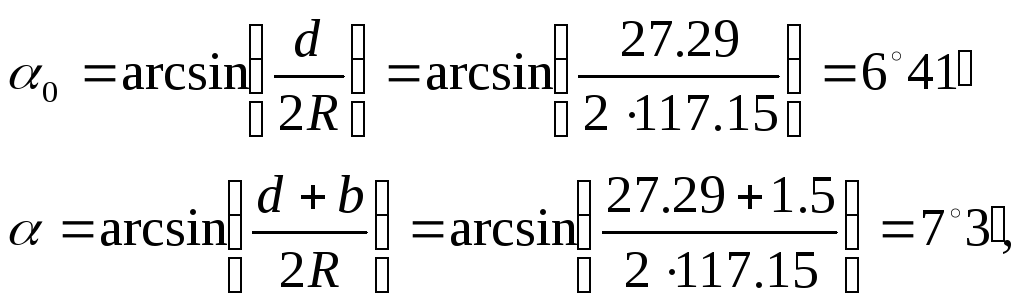
Предварительный угол раствора блока
![]() .
.
Углы раствора заготовки
где b — расстояние между заготовками;
Число рядов на блоке и количество заготовок в первом ряду
![]()
На блоке будет
четыре ряда, в первом ряду одна заготовка.
Следовательно,
![]() и
и![]()
Углы θ2, θ3, θ4 находим по формуле
![]() :
:

Синусы углов находим по формуле
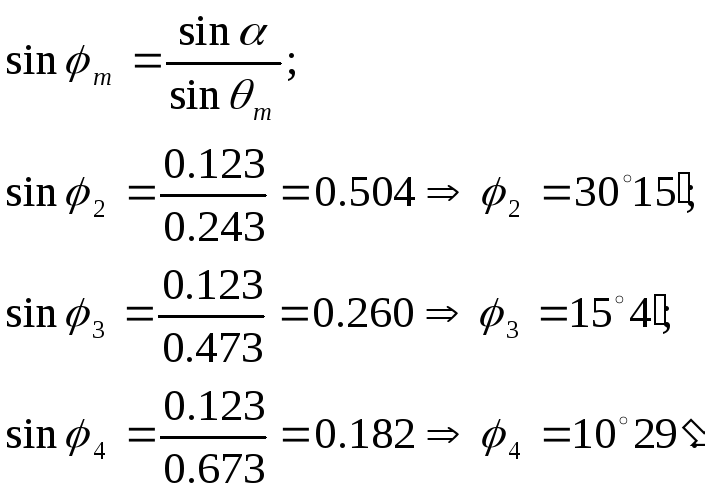
![]()
7. Количество заготовок по рядам
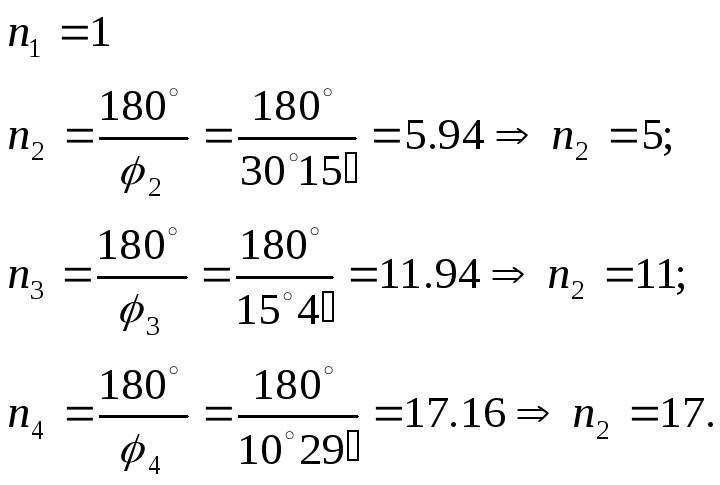
8. Общее количество заготовок на блоке
N=1+5+11+17=34.
9. Окончательный угол раствора блока
![]()
10. Окончательная высота блока
![]() мм.
мм.
11. Диаметр блока
![]() мм.
мм.
7. Расчет наклеечного приспособления
Способ крепления заготовок наклеиванием или склеиванием наиболее широко используют как на этапе заготовительных операций, так и при операциях изготовления оптических деталей. Склеенные заготовки должны сохранять своё неизменное положение на блоке или по отношению друг к другу на протяжении всего процесса обработки данной поверхности[4].Различают жёсткое и эластичное крепление.
7.1. Расчет наклеечного приспособления для эластичного способа блокирования
Эластичный способ
состоит в том, что детали приклеивают
к наклеечным приспособлениям сравнительно
толстым слоем смолы (![]() в самом тонком месте смоляной подушки,
т.е. для выпуклых линз в середине (рис.7.1,
а), а для вогнутых — на краю (рис.7.1, б)).
в самом тонком месте смоляной подушки,
т.е. для выпуклых линз в середине (рис.7.1,
а), а для вогнутых — на краю (рис.7.1, б)).
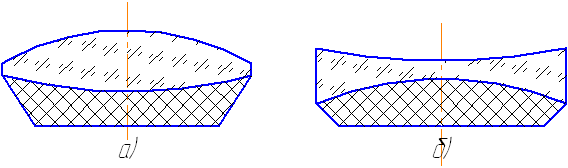
Рис7.1. Виды смоляных подушек.
Рассчитаем наклеечное приспособление для эластичного способа блокирования для тонкого шлифования поверхности R2=45,316 мм., которая является выпуклой.
Исходными величинами
являются: d=27,29
мм — полный диаметр линзы,
![]() —
номинальная толщина готовой детали.
Необходимая толщина слоя смолы:
—
номинальная толщина готовой детали.
Необходимая толщина слоя смолы:![]() мм.
мм.
Радиус наклеечного приспособления:
![]() мм.
мм.
Угол
 :
:
![]() .
.
Угол раствора наклеечного приспособления:
![]() .
.
Высота наклеечного приспособления:
![]() мм;
мм;
Диаметр наклеечного приспособления:
![]() мм.
мм.