

Ермолаев Технологические процессы в машиностроении 2011
.pdfСпособы сварки можно классифицировать по различным признакам (виду энергии, состоянию металла и т. д.), основным следует считать состояние металла в процессе сварки.
Все способы сварки можно разделить на две группы:
1)сварка совместной пластической деформацией (сварка давлением) соединяемых деталей;
2)сварка совместным плавлением соединяемых деталей. Существуют также промежуточные методы сварки, при которых
металлы свариваются одновременно пластической деформацией и плавлением. К ним относят два метода электрической контактной сварки: точечную и роликовую (шовную).
Для быстрого нагрева и плавления металлов в процессе сварки используют различные источники тепловой энергии. Основными из них являются электрический ток и газовое пламя.
Взависимости от способа подачи присадочного металла и флюсов к месту сварки (соединения деталей) различают ручной, автоматический и полуавтоматический способы сварки (рис. 6.1).
6.2.Виды сварных соединений
Всварных конструкциях различают стыковые, нахлесточные, угловые, тавровые и заклепочные соединения (рис. 6.2).
Стыковые соединения (рис. 6.2, а–ж) различают по виду предварительной подготовки кромок. В зависимости от толщины свариваемого металла производят различную подготовку кромок, которая для ручной электродуговой сварки и автоматической сварки под слоем флюса регламентируется соответственно ГОСТ 5264–58
иГОСТ 8713–58. При толщине металла до 3 мм применяют обортовку без зазора (см. рис. 6.2, а), высота бортика h = 2s; при толщине металла до 4 (иногда до 8 мм) сварку производят без разделки кромок при зазоре до 2 мм (рис. 6.2, б, в). Металл при толщине 13– 15 мм сваривают с односторонней V-образной разделкой кромок
(рис. 6.2, г).
При толщине металла больше 15 мм рекомендуется двусторонняя Х-образная разделка кромок (рис. 6.2, д). Металл толщиной более 20 мм сваривают с чашеобразной разделкой кромок, которая может быть односторонней и двусторонней (рис. 6.2, е, ж).
151
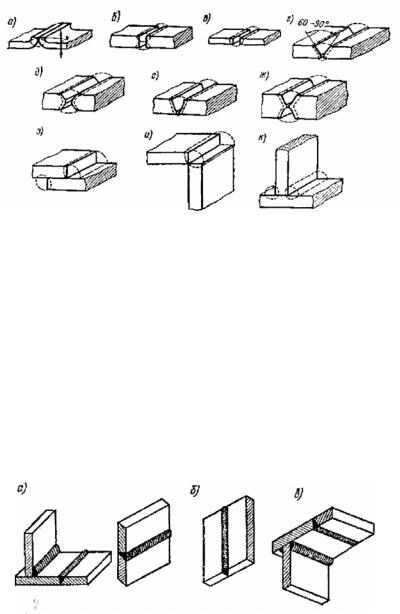
Рис. 6.2. Виды сварных соединений и швов
Соединения внахлестку (рис. 6.2, з), производят угловыми швами; величина нахлестки равна трех–пятикратной толщине свариваемых элементов. Угловые соединения (рис. 6.2, и) выполняют без скоса и со скосом кромок.
Тавровые соединения выполняют приваркой одного элемента изделия к другому (рис. 6.2, к). Без скоса кромок сваривают конструкции с малой нагрузкой. При изготовлении ответственных конструкций с элементами толщиной 10–20 мм применяют односторонний скос, а при толщине элементов более 20 мм – двусторонний.
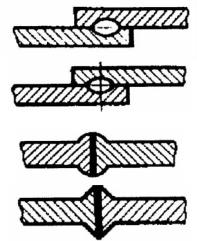
По положению в пространстве швы могут быть нижние и горизонтальные (рис. 6.3, а), вертикальные (рис. 6.3, б) и потолочные
(рис. 6.3, в).
Рис. 6.3. Типы швов при различном положении в пространстве
152
Нижние швы наиболее легко выполнять. Они могут быть расположены в любом направлении на нижней горизонтальной плоскости. Вертикальные швы могут быть расположены на вертикальной плоскости в любом направлении. Наиболее трудными для выполнения являются потолочные швы. Они располагаются в любом направлении на верхней горизонтальной плоскости. Швы можно выполнять непрерывными и прерывистыми в зависимости от действующей нагрузки.
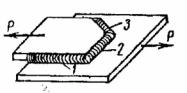
Типы швов по отношению к направлению действующих на них усилий (рис. 6.4) разделяют на фланговые 1, лобовые 2 и косые 3.
Буквенно-цифровое обозначение (шифры) швов сварных со-
единений. В табл. 6.1 и 6.2 приведены шифры наиболее распространенных швов выполняемых сваркой плавлением и контактной сваркой.
Сокращенный перечень стандартов по сварке. Стандарты, ус-
танавливающие типы и конструктивные элементы швов сварных соединений, буквенно-цифровые
обозначения (условные шифры) швов, обозначения способов сварки и размеры катетов швов:
1.ГОСТ 5264-80. Ручная дуговая сварка (в конструкциях из углеродистых и низкоуглеродистых сталей, кроме конструкций из труб);
2.ГОСТ 8713-79. Автоматическая и полуавтоматическая сварка под флюсом (в конструкциях из углеродистых и низколегированных сталей);
3.ГОСТ 14771-76. Дуговая сварка в защитных газах (в конструкциях из труб);
4.ГОСТ 15164-78. Электрошлаковая сварка (в конструкциях из малоуглеродистых, низколегированных и легированных сталей);
5.ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов (в конструкциях из деформируемых термически неупрочняемых сплавов при толщине кромок от 0,8 до 60,0 мм);
6.ГОСТ 16037-80. Швы сварных соединений стальных трубопроводов (из сталей марок, регламентированных данным стандартом).
153

Таблица 6.1
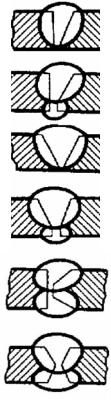
Буквенно-цифровое обозначение (шифры) швов сварных соединений, выполняемых сваркой плавлением
|
Форма поперечного |
Вид соединения. |
|
Буквенно-цифровое обозначение |
|
|||||
|
Форма подготовленных кромок. |
|
|
|
(шифр шва*) |
|
|
|
||
|
сечения |
|
|
|
|
|
|
|||
|
Характер выполненного шва |
1 |
|
2 |
3 |
4 |
5 |
|
6 |
|
|
|
|
|
|||||||
|
|
Стыковое (С) |
|
|
|
|
|
|
|
|
|
|
С отбортовкой (для стыковых соедине- |
|
|
|
|
|
|
|
|
|
|
ний отбортовка у двух кромок). |
С1 |
|
С1 |
С1 |
– |
С2 |
|
– |
|
|
Односторонний |
|
|
|
|
|
|
|
|
154 |
|
|
|
|
|
|
|
|
|
|
|
Без скоса кромок односторонний |
С2 |
|
С4 |
С2 |
– |
С3 |
|
С1 |
|
|
|
|
|
|||||||
|
|
Двусторонний |
С4 |
|
С2 |
С7 |
С1 |
– |
|
– |
|
|
Односторонний на остающейся под- |
С3 |
|
С7 |
С5 |
С3 |
С4 |
|
С3 |
|
|
кладке |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Со скосом одной кромки |
|
|
|
|
|
|
|
|
Односторонний |
С5 |
– |
С8 |
– |
С10 |
С4 |
|
|
Двусторонний |
С8 |
С9 |
С12 |
– |
С11 |
– |
|
|
Со скосом кромок |
|
|
|
|
|
|
|
|
Односторонний |
С15 |
– |
С17 |
– |
С20 |
С6 |
155 |
|
Двусторонний |
С18 |
С13 |
С21 |
– |
С21 |
– |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
С двумя симметричными скосами од- |
С11 |
С29 |
С15 |
– |
С11 |
– |
|
|
ной кромки Двусторонний |
|
|
|
|
|
|
|
|
С двумя симметричными скосами двух |
С21 |
С30 |
С25 |
– |
С24 |
– |
|
|
кромок Двусторонний |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
Окончание табл. 6.1 |
|||
|
|
|
|
Буквенно-цифровое обозначение |
|
|||||
|
Форма поперечного |
Вид соединения. |
|
|
||||||
|
Форма подготовленных кромок. |
|
|
|
(шифр шва*) |
|
|
|
||
|
сечения |
|
|
|
|
|
|
|||
|
Характер выполненного шва |
1 |
|
2 |
3 |
4 |
5 |
|
6 |
|
|
|
|
|
|||||||
|
|
Угловое (У) |
|
|
|
|
|
|
|
|
|
|
Без скоса кромок |
|
|
|
|
|
|
|
|
|
|
Односторонний впритык |
У2 |
|
– |
У4 |
– |
У2 |
|
У4 |
|
|
Двусторонний |
У3 |
|
У2 |
У5 |
У1 |
У5 |
|
У1 |
|
|
|
|
|
|
|
|
|
|
|
156 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тавровое (Т) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Без скоса кромок |
|
|
|
|
|
|
|
|
|
|
Односторонний |
Т1 |
|
Т5 |
Т1 |
– |
Т1 |
|
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
Двусторонний |
Т3 |
|
– |
Т3 |
Т1 |
Т3 |
|
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нахлесточное (Н)
Скруглым отверстием Односторонний со сплошной заваркой
Судлиненным отверстием Односторонний с несплошной заваркой
Без скоса кромок Односторонний прерывистый
157
– |
Н5 |
– |
– |
Н4 |
– |
Н3 |
Н6 |
– |
– |
Н5 |
– |
Н1 |
Н3 |
Н3 |
– |
Н2 |
Н1 |
|
|
|
|
|
|
* Приведены шифры наиболее распространенных швов только для шести видов сварки (см. соответствующие порядковые номера по перечню стандартов на швы, приведенному в приложении).
Номера стандартов, соответствующие порядковым номерам 1, 2, 3, 4, 5, 6, следующие: ГОСТ 8713-79,
ГОСТ 14771-76, ГОСТ 15164-89, ГОСТ 14806-80, ГОСТ 16037-80.
|
Буквенно-цифровые обозначения (шифры) швов сварных соединений, |
Таблица 6.2 |
||||
|
|
|||||
|
выполняемых контактной сваркой |
|
|
|
||
|
|
|
|
|
|
|
|
Форма поперечного сечения |
Вид соединения. |
|
Буквенно-цифровое обозначение |
||
|
Характер выполнения |
|
||||
|
(для контактной сварки) |
|
(шифр) шва* |
|
||
|
шва |
|
|
|||
|
|
|
|
|
|
|
|
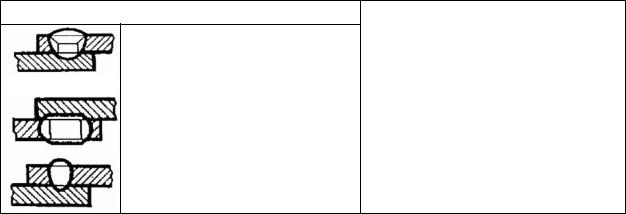
Нахлесточное (Н) |
|
|
|
|
|
|
|
Точечный |
|
Н1 |
|
Н1 |
|
|
однорядный |
|
|
|
|
|
|
|
|
|
|
|
|
|
Шовный |
|
|
|
|
158 |
|
однорядный |
|
Н6 |
|
– |
|
(сплошной) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стыковое (С) |
|
|
|
|
|
|
|
С оплавлением кромок |
|
С3 |
|
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Без оплавления кромок |
|
С1 |
|
– |
|
|
|
|
|
|
|
* Шифры приведены для некоторых видов контактной сварки (ГОСТ 15878-79) в конструкциях из малоуглеродистой и низколегированной сталей и точечной сварки (ГОСТ 14776-79) в конструкциях из углеродистой и низколегированной сталей.
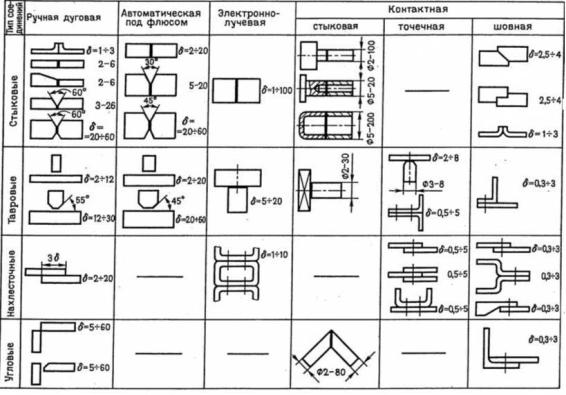
Таблица 6.3
Типы сварных соединений, применяемых при основных способах сварки давлением и плавлением
159
6.3. Подготовка металла под сварку
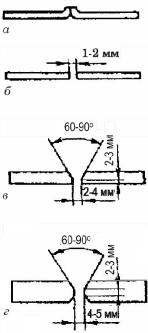
Схематически общий процесс сварки можно представить так. Сначала производят подготовку металла (деталей) к сварке в соответствии с выбранным способом сварки (табл. 6.3). Поверхность металла очищают от грязи, масел, оксидных пленок. При необходимости подготавливают кромки свариваемого металла. При стыковом соединении в зависимости от толщины металла производят разделку кромок или отбортовку.
|
|
|
|
При разделке кромок края толстого |
|
|
|
||
|
|
|
|
(~13 мм) металла срезают под определен- |
|
|
|
|
ным углом (рис. 6.5, в, г). Это обеспечи- |
|
|
|
|
вает их равномерный нагрев и провар |
|
|
|
|
всего сечения. При сварке металла тол- |
|
|
|
|
щиной до 3 мм делают отбортовку кро- |
|
|
|
|
мок (рис. 6.5, а). |
|
|
|
|
Металла толщиной 4–8 мм сваривают |
|
|
|
|
без разделки кромок, свариваемые части |
|
|
|
|
располагают с зазором ~2 мм (рис. 6.5, б). |
|
|
|
|
При сварке плавлением неразъемное |
|
|
|
|
соединение можно получить расплавле- |
|
|
|
|
нием кромок самих свариваемых деталей |
|
|
|
|
и расплавлением их совместно с приса- |
|
|
|
|
дочным материалом или с плавящимся |
|
|
|
|
электродом. Состав присадочного мате- |
|
|
|
|
риала и плавящегося электрода подбира- |
|
|
|
|
ют близким к составу свариваемого ме- |
|
|
|
|
талла. |
|
Рис. 6.5. Схема подготовки |
|
В зависимости от вида источника теп- |
|
|
|
лоты, химического состава толщины сва- |
||
|
кромок металла к сварке |
|
риваемого металла, электрода, присадоч- |
|
|
|
|
|
|
ного металла, вида сварного соединения разрабатывается режим сварки.
Сборка при единичном производстве ведется на прихватки, в массовом, с помощью кондукторов.
160