

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
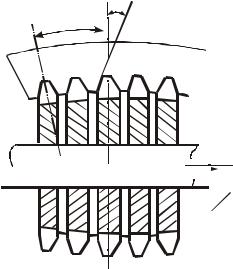
Одним из возможных путей повышения производительности обработки является увеличение активной длины режущих кромок инструмента. При обработке сектора зубчатого колеса внутреннего зацепления этого можно достигнуть путемприменениянаборафрез(рис. 6).
Набор состоит из ряда фрез, каждая из которых обрабатывает соответствующуювпадинусекторазубчатогоколеса.
−ψ
 1 2 3
1 2 3 














 ω
ω 
 S
S
Рисунок6 – Схемаобработкисектораколесавнутреннегозацепления наборомдисковыхфрез
Для того, чтобы обеспечить плавность в работе набора, фрезы на оправке располагаются так, чтобы вершинные кромки их зубьев работали последовательно, анеодновременно входиливсоприкосновениесзаготовкойиначинали резание.
Выводы
Решена задача профилирования резцов для обработки секторов зубчатых колесвнутреннегозацепления.
Наосновеанализагеометрическихпараметроврежущейчастиразработана новая конструкция резца с улучшенным характером изменения геометрических параметроврежущейчасти.
Рассмотрена схема срезания припуска и предложена конструкция инструментасдополнительнойвершиннойрежущейкромкой.
Рассмотрена конструкция фрез для обработки секторов зубчатых колес внутреннего зацепления. Показано, что при большом числе зубьев обрабатываемого колеса профиль его зубьев может быть прямолинейным, что упрощает конструкции инструментов для их обработки и позволяет создавать прогрессивные конструкцииинструментов.
Литература
СеменченкоИ.И. Режущийинструмент, том3. – М.: Машгиз, 1944.
28