

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
УДК 621.9.01
Гордеев А.С., Арпентьев Б.М.
УИПА, Харьков, Украина
ПОЛИГАРМОНИЧЕСКАЯ МОДЕЛЬ КАЧЕСТВА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Model of quality of machining, which permits in detail to analyze behavior of a technological system and in particular it эволюцию in a time. The model can be used for имитационного of modeling process of formation of the qualitative characteristics of processable surfaces.
Введение
Экономические и социальные проблемы становления рыночных отношений не могут быть решены без изменения в технологических основах экономики. Поэтому развитие промышленного и экономического потенциала Украины должно базироваться на высокотехнологичном и ресурсосберегающем производстве, способном в короткие сроки реализовать полный инновационный цикл по разработке и внедрению конкурентоспособных систем машин нового поколения, ориентированных на обеспечение потребности внутреннего и внешнего рынка.
Получение такого уровня изделий все больше связывают с нетрадиционными конструкторскими и технологическими решениями, реализация которых далеко не всегда возможна на основе использования технологических аналогов, известных рабочих процессов, усредненных справочных данных, использования оборудования и оснастки общего назначения и т.д.
Несомненно, существенным признаком современного развития технологий является автоматизация, базирующаяся на компьютерном управлении всеми процессами проектирования, изготовления и сборки, на физическом, геометрическом и математическом моделировании, всестороннем анализе моделей процесса или его составляющих. Исследования в этом направлении укладываются в рамки государственной темы научно-технического развития Украины Г104-14/00 ''Методологические основы синтеза перспективных конструкций машиностроительного комплекса на базе современных технологий и материалов''.
Обработка металлов резанием всегда являлась технологическим процессом, обеспечивающим наивысшую точность и качество поверхностей деталей машин. По мере совершенствования конструкций машин возрастают требования к точности и качеству обработки их деталей. В
171
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
технической литературе вопросам точности изготовления деталей и сборке узлов в машиностроении уделено достаточно большое внимание. Опубликовано значительное количество трудов, в которых излагаются теоретические положения точности обработки и приемы технического анализа качества конструкций и технологического процесса изготовле-
ния [1, 2].
Одним из важнейших факторов качества промышленной продукции является качество обработанных поверхностей элементов изделий, включающее в виде важнейшей составной части точности обработки и геометрические характеристики поверхности (шероховатость, волнистость, отклонения формы). Разделение колебаний профиля поверхности на систематическую и случайную составляющие отражает технологическую природу геометрических характеристик обрабатываемых поверхностей и может служит основой для решения задач повышения качества обработки. Рассмотрим с этих позиций выше перечисленные составляющие качества обработанной поверхности.
Целью работы является проверка гипотезы о полигармоническом характере рассеяния размеров по ходу технологического процесса на примере черновой обработки деталей типа «поршень» двигателя внутреннего сгорания.
Основная часть
Как известно основной характеристикой случайной стационарной функции является ее безразмерная нормированная корреляционная функция. Поскольку при расчете корреляционной функции значения амплитуд возводятся в квадрат, то большие амплитуды увеличиваются в соответственно большее число раз, чем малые. Таким образом, коррелограмма выделяет более мощные гармоники профиля и затушевывает слабые.
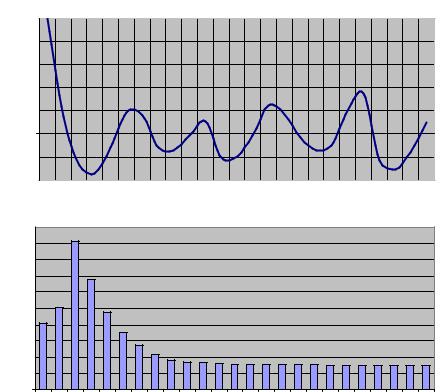
На рисунке 1.а построен график нормированной корреляционной функции по экспериментальным данным. При аналитическом рассмотрении графика ρ(τ) можно сделать следующие выводы. Имеется эргодический процесс, так как изменения кривой происходят вблизи оси τ и значения ρ(τ) приближаются к нулю. Наличие значительных участков отрицательных значений ρ(τ) свидетельствует о колебательном характере случайного процесса, представленного данной реализацией. Отрица-
172
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
тельные значения ρ(τ) получаются только при разных знаках сомножителей yi и yi+τ, а это может иметь место при колебаниях.
В тесной связи с корреляционной функцией находится функция спектральной плотности S(ω), которая описывает распределение дисперсии случайной величины по частотам. Спектральная плотность несет дополнительную информацию о частотном составе корреляционной функции. На рис.1.б представлена обобщенная по 16 выборкам спектро-
а) |
ρх(τ) 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
τ, тактов |
|
1 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
17 |
19 |
21 |
23 |
25 |
|
б) |
Sx(ω) 0,020 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,018 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,014 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,012 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,010 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,008 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,004 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,002 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,000 |
|
|
|
|
|
|
|
|
|
|
|
|
ω, мин-1 |
|
1 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
17 |
19 |
21 |
23 |
25 |
а — коррелограмма процесса; б — спектограмма частотного состава точечной диаграммы
Рисунок 1 — Спектральный анализ рассеяния размеров при токарной обра-
б
грамма. Спектрограмма имеет доминирующие значения для периодов T1 –T5 и «белый шум». К последнему относятся все гармоники, что ниже уровня S(ω)=0,004. Таким образом, спектральная плотность дает исчерпывающую информацию о частотном составе рассеяния размеров, что очень важно для анализа суммарного действия случайных факторов при механической обработке.
173
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
Рассматривая рассеяние размеров во времени как волну с определенной длиной и амплитудой, можно предположить, что процесс обработки партии деталей носит характер резонансной волны - увеличивается амплитуда и уменьшается длина волны. Это также подтверждает факт увеличения поля рассеяния размеров со временем.
На точность обработки, особенно при скоростном резании металлов, большое влияние оказывают неуравновешенные массы вращающихся деталей станков, приспособлений и заготовок, а так же изменение скорости резания. Учитывая выше сказанное, было получено уравнение
рассеяния размеров во времени |
|
G |
|
|
|
|
ξT (τ )= (aτ + b)+τ 2 sin |
1 |
+ |
|
|
en2 cos(nτ )+10Cpt x s yvn K p (1) |
|
CT |
0.59 |
106 |
|
|||
|
|
|
|
|||
В уравнении (1) первое |
слагаемое |
характеризует дрейф центра |
||||
группирования, второе и третье - полигармоническую составляющую процесса, четвертое соответствует узкополосному гауссовскому шуму.
Из трех видов геометрических параметров качества обработанной поверхности - отклонений формы, волнистости и шероховатости - более всего изучена шероховатость.
Шероховатость поверхности является второй геометрической характеристикой обработанных поверхностей. Одним из наиболее существенных факторов, затрудняющих математическое описание шероховатости, является ее нерегулярность, появляющаяся вследствие физических особенностей способов образования поверхностей. Именно нерегулярность шероховатости вызывает необходимость применения для ее описания и анализа спектральных методов.
При описании случайных функций, таких как микронеровности, целесообразно использовать модель гауссовского узкополосного слу-
чайного процесса |
|
ξR (τ )= AR (τ )cos(ω0τ +ϕ(τ ))= Ac cos(ω0τ )− As sin(ω0τ ), |
(2) |
где A(τ) и φ(τ) - случайные функции.
Волнистость поверхности изучена менее всего, хотя известна она давно. Это, видимо, связано с тем, что волнистость занимает промежуточное положение между отклонениями формы и шероховатостью, и пока трудно четко определить ее границы и дать строгое научно обоснованное определение.
Получение профилограммы волнистости чрезвычайно затруднено вследствие того, что волнистость и шероховатость находятся в состоя-
174
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
нии суперпозиции и проблема разделения их до сих пор не решена. Применение математического аппарата спектральной теории позволяет дифференцировать геометрические отклонения профилей поверхностей. Согласно этой теории отклонение текущих размеров математически могут быть представлены полигармонической функцией. В некоторых случаях можно ограничиться вычислением n первых гармоник, отнеся их сумму к систематической составляющей.
Аналитическое выражение отклонений текущего размера замкнутого профиля (контура поперечного сечения) реальной цилиндрической поверхности может быть представлено в виде ряда Фурье как совокупность гармоник, образующих спектр фазовых углов и спектр амплитуд
|
a0 |
n |
a0 |
n |
|
f (ϕ)= |
+ ∑ak cos(kϕ +ϕk )= |
+ ∑(ak cos(kϕ)+ bk sin(kϕ)), (3) |
|||
|
2 |
||||
2 |
k =1 |
k =1 |
|||
где k - порядковый номер гармоники; a0 - нулевой член разложения; ak -
амплитуда k-ой гармоники; φ - текущая координата; φk -начальная фаза k-ой гармоники.
Геометрическая интерпретация нулевого члена - среднее значение радиуса в сечении. Геометрическая интерпретация первого члена - эксцентриситет геометрического сечения относительно центра вращения. Последующие члены ряда образуют спектр отклонений формы детали в поперечном сечении. При этом второй член разложения выражает погрешность формы поперечного сечения цилиндрической детали, называемой овальностью. Третий член разложения определяет трехвершинную огранку. Последующим гармоникам может быть дано аналогичное геометрическое толкование: четырех вершинная огранка, пятивершинная огранка и т. д. в соответствии с номером гармоники.
Тригонометрическое разложение применяют и для характеристик погрешностей в продольном сечении цилиндрической детали. Аналитическое выражение незамкнутого профиля на отрезке L может быть получено при использовании различного рода продолжений заданной функции, причем оптимальным является продолжение с периодом T=2L. При этом уравнение незамкнутого профиля в общем виде может быть представлено как
n |
|
|
f (z)= C0 (0)+ ztgα + ∑ck sin kπ z, |
(4) |
|
k =1 |
L |
|
175
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
где C0(0) - значение функции в начале отсчета; z - текущая координата,
направленная вдоль оси цилиндра; α - угол наклона текущей координаты к геометрической оси цилиндра; L - длина детали; ztgα - выражение, характеризующее отклонение расположения (непараллельность или наклон исследуемого профиля).
Первый член разложения характеризует выпуклость или вогнутость профиля. Последующие члены ряда характеризуют дифференцированные отклонения профиля более высоких порядков.
Обобщая выше сказанное, можно записать
ξW (τ )= |
Dобр |
+ sntgα +ερsin(nτ ) |
(5) |
|
2 |
||||
|
|
|
Здесь значение tgα несет информацию о погрешностях оборудования (непараллельность направляющих и оси шпинделя, несоосность передней и задней бабок и т.д.).
Если перейти к рассмотрению суммы полигармонического процесса и узкополосного шума, то случайный процесс ξ(τ) может быть представлен в виде модели
ξ(τ )= ξT (τ )+ξW (τ )+ξR (τ )+U (τ ) |
|
|
|
|
|
|
|||||||
ξ |
T |
(τ )= (aτ + b)+τ 2 sin |
1 |
+ |
G |
|
|
en2 cos(nτ )+10C |
p |
t x s yvn K |
p |
||
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
6 |
|
|
|||
|
|
|
|
|
CT |
0.59 |
10 |
|
|
|
(6) |
||
|
|
|
Dобр |
|
|
|
|
|
|||||
ξ |
W |
(τ )= |
+ sntgα + eρ sin(nτ ) |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|||||||
|
2 |
|
|
|
|
|
|
|
|
|
|
||
|
|
(τ )= AR (τ )cos(ω0τ +ϕ(τ )) |
|
|
|
|
|
|
|
||||
ξR |
|
|
|
|
|
|
|
||||||
Здесь слагаемое U(τ) включает в себя неучтенные «шумы».
Выводы
Построенная полигармоническая модель качества механической обработки позволяет подробно анализировать поведение технологической системы и в особенности ее эволюцию во времени. Она соответствует всем свойствам системы, имеет теоретическую ценность и может быть использована для имитационного моделирования процесса формирования качественных характеристик обрабатываемых поверхностей.
Литература
1Арефьев Б.А. Оптимизация инерционных процессов. - М.: Машинострое-
ние. 1969. - 160с.
2Минина О.М. Определение динамических характеристик и параметров типовых регулируемых объектов. - М.: Изд-во АНСССР, 1963. - 223с.
176