

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
УДК. 621.791.052:621.01
Дрыга А.И
ДГМА, г.Краматорск, Украина
КОНТРОЛЬ ПРОЦЕССА ВИБРОСТАБИЛИЗИРУЮЩЕЙ ОБРАБОТКИ ПО ЭНЕРГЕТИЧЕСКИМ ПАРАМЕТРАМ С ЦЕЛЬЮ ПОВЫШЕНИЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ
КОРПУСНЫХ ДЕТАЛЕЙ ТЯЖЕЛЫХ ТОКАРНЫХ СТАНКОВ
Plastic deformations arising eventually from residual pressure available in cast pigiron details, result in changes of the initial sizes, and it conducts to loss of accuracy of the machine tool.
Введение
Возникающие с течением времени пластические деформации от имевшихся в литых чугунных деталях остаточных напряжений (ОН), приводят к изменениям первоначальных размеров, а это ведет к утрате точности станка [1].
К чугунным корпусным и базовым деталям металлообрабатывающих станков предъявляются жесткие требования. Так, непрямолинейность направляющих поверхностей чугунной базовой детали точного станка, имеющего длину нескольких метров, не должна превышать 1-2 мкм [2]. Эти высокие требования ко всем параметрам, характеризующим точность формы и расположения ответственных поверхностей обусловлены служебным назначением деталей, на которых монтируются сборочные единицы, ориентирование с высокой точностью (в пределах 6-7 квалитетов). В производственных условиях достижение заданной точности формы этих деталей связано со значительными трудностями, вследствие большой предрасположенности их к короблению.
Однако основное требование к чугунным базовым деталям станков, это обеспечение высокой стабильности их размеров независимо от величины сохранившихся в них ОН, путем использования различных способов стабилизации.
Для этих целей предпочтительно используются термическая обра-
ботка (ТО) – низкотемпературный отжиг при 500-600°С или вибростабилизирующая обработка (ВСО).
ВСО – это современный, эффективный технологический процесс, основанный на мировых достижениях науки и техники имеет следующие преимущества в сравнению с ТО:
• энергетические затраты примерно в 500-1000 раз меньше, чем
при ТО;
•малая продолжительность техпроцесса ВСО (20…30 мин) по сравнению с ТО (2…3 суток);
•многократное снижение затрат на техническое перевооружение, так как при ВСО, вместо ТО, уменьшаются припуски на механообработку примерно в 2 раза, а это снижает потребность предприятия в метал-
79
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
лообрабатывающих станках и отпадает необходимость в строительстве дорогостоящих термических печей.
Все это подтверждено мировой практикой, данными зарубежных машиностроительных фирм [3, 4].
Широкое внедрение ВСО стало возможным благодаря новым разработкам и созданию нового современного виброоборудования [5-8], обеспечивающего эффективное снижение ОН и стабилизацию геометрических размеров корпусных деталей станков после ВСО.
Основная часть
Для ВСО крупных деталей в ДГМА (г. Краматорск) разработаны, изготовлены и эксплуатируются на многих предприятиях (г.г. СанктПетербург, Краматорск, Новосибирск, Таганрог, Кривой Рог и др.) виброкомплексы разных моделей, которые по техническим параметрам превосходят известные отечественные и зарубежные установки [6, 8, 11]. Технические решения, заложенные в них, защищены патентами на изобретения ведущих промышленно развитых стран мира [9-10].
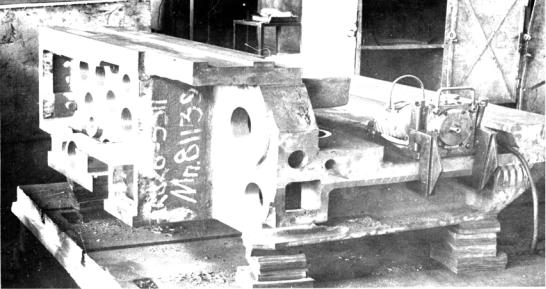
В механосборочном цехе Краматорского завода тяжелого станкостроения проведена ВСО литых чугунных корпусов передней бабки, тяжелого токарного станка (рис. 1).
Масса деталей по 1300 кг. Материал СЧ 21-40.
Был использован виброкомплекс ВК-79 с регулируемым вибровозбудителем, способным развивать виброусилия до 30 кН в диапазоне частот до 130 Гц.
Обрабатываемые детали устанавливались на резиновые виброизолирующие опоры. Вибровозбудитель крепился к обрабатываемой детали двумя винтовыми струбцинами. Вибродатчик – пьезоэлектрический преобразователь Д13 устанавливался на расстоянии 1,5 м от вибровозбудителя.
Рисунок 1 – ВСО литой чугунной корпусной детали тяжелого токарного станка
80
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003. |
||||
Схема установки для ВСО детали представлена на рисунке 2. |
||||
2 |
3 |
4 |
5 |
6 |
1 |
|
|
|
|
|
|
|
|
7 |
1 – обрабатываемая деталь; 2 – вибродатчик; 3, 5 – кабельные линии; |
||||
|
4 – вибровозбудитель; 6 – пульт управления |
|||
Рисунок 2 – Схема установки для ВСО детали
Перед ВСО по приборам электронного пульта были сняты нагрузочные характеристики вибровозбудителя по току и определены резонансные характеристики обрабатываемой детали.
Затем на резонансных частотах произведена ВСО детали. После ее завершения, заново были сняты нагрузочные характеристики вибровозбудителя по потребляемому току.
Полученные результаты представлены в таблице 1 и графиках зависимостей потребляемого тока вибровозбудителем от частоты возбуждаемых колебаний (рис. 3а), характеризующие эффективность процесса ВСО для детали №82.
По аналогичной методике была подвергнута ВСО чугунная литая деталь №83. результаты представлены в таблице 2 и на графике (рис. 3б).
I, A |
|
|
|
|
|
|
I, A |
|
|
|
|
|
|
14 |
|
|
|
|
|
|
14 |
|
|
|
|
|
|
12 |
|
|
|
1 |
|
|
12 |
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
8 |
|
|
|
|
2 |
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
||
6 |
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
4 |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
22 |
3 |
4 |
5 |
6 |
7 nx103, |
22 |
3 |
4 |
5 |
6 |
7 nx103, |
||
|
|
|
|
|
об/мин |
|
|
|
|
|
об/мин |
||
|
50 |
|
75 |
100 |
125 |
, Гц |
|
50 |
|
75 |
100 |
125 |
, Гц |
|
|
|
а |
|
|
|
|
|
|
|
б |
|
|
а – деталь №82; б – деталь №83; 1 – до ВСО; 2 – после ВСО Рисунок 3 – Графики зависимостей потребляемого тока вибровозбудителем от числа
оборотов n (об/мин) и частоты возбуждаемых колебаний ω (Гц) для деталей
81
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
Таблица 1 – Результаты ВСО корпуса передней бабки, деталь №82
Снятие нагрузочных характеристик вибро- |
Показатель эффективности при ВСО |
||||
|
возбудителя |
|
|
|
|
|
|
|
|
|
|
Число обо- |
Потребляемый ток |
Падение тока после ВСО |
|||
ротов n, |
до ВСО |
после ВСО |
∆I , А |
∆I , % |
|
об/мин |
Iн, А |
Iк, А |
|||
|
|
||||
2500 |
4,4 |
3,8 |
1,2 |
27,3 |
|
3000 |
5,3 |
4,2 |
1,1 |
20,8 |
|
3500 |
6,3 |
4,8 |
1,5 |
23,8 |
|
4000 |
7,2 |
5,6 |
1,6 |
22,2 |
|
4500 |
8,0 |
6,4 |
1,6 |
20 |
|
5000 |
9,0 |
7,2 |
1,8 |
20 |
|
5500 |
10,0 |
8,2 |
1,8 |
18 |
|
6000 |
11,0 |
9,4 |
1,6 |
14,5 |
|
6500 |
11,6 |
10,4 |
1,2 |
10,3 |
|
7000 |
12,8 |
12 |
0,8 |
6,25 |
|
7500 |
13,6 |
13,3 |
0,3 |
2,2 |
|
ВСО детали проведена на резонансных частотах в Гц (об/мин): 92 (5500); 85 (5100); 107 (6450); 122 (7300) в течение 25 мин при дисбалансе Э=70%.
Таблица 2 – Результаты ВСО корпуса передней бабки, деталь №83
Снятие нагрузочных характеристик виб- |
Показатель эффективности при ВСО |
||||
|
ровозбудителя |
|
|
|
|
Число |
Потребляемый ток |
Падение тока после ВСО |
|||
оборотов |
|
|
|
|
∆I , % |
до ВСО |
|
после ВСО |
∆I , А |
||
n, об/мин |
Iн, А |
|
Iк, А |
|
26 |
2500 |
5 |
|
3,7 |
1,3 |
|
3000 |
6,1 |
|
4,3 |
1,8 |
29,5 |
3500 |
7 |
|
5,0 |
2,0 |
28,6 |
4000 |
8 |
|
6,0 |
2,0 |
25 |
4500 |
9 |
|
6,7 |
2,3 |
25,6 |
5000 |
10 |
|
7,9 |
2,1 |
21 |
5500 |
11 |
|
9,0 |
2,0 |
18,1 |
6000 |
12 |
|
10,2 |
1,8 |
16 |
6500 |
12,9 |
|
11,4 |
1,5 |
11,7 |
7000 |
13,8 |
|
12,6 |
1,2 |
8,9 |
7500 |
15 |
|
13,9 |
1,1 |
7,1 |
7800 |
15,6 |
|
15 |
0,6 |
4 |
ВСО детали проведена на резонансных частотах Гц (об/мин): 87 (5200); 94 (5650); 100 (6050); 107 (6400); 119 (7150); 128 (7700) в течение
40 мин при дисбалансе Э=70%.
82