

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
УДК621.941.1.025:001.8
КазаковаТ.В., МироненкоЕ.В., МарчукЕ.В.
ДГМА, г.Краматорск, Украина
ПРОГНОЗИРОВАНИЯ СТРУКТУРЫ ОТКАЗОВ СБОРНЫХМОДУЛЬНЫХРЕЗЦОВДЛЯСТАНКОВСЧПУ
The technique for prediction of the compound cutters failures during operation was developed. This prediction is fulfilled using indirect features, which characterize the condition of the cutters. The models for calculation of the states probabilities under different combinations of their features were offered. And the results of the proposed technique experimental check were set out.
Введение
Получение требуемой надежности и своевременная замена режущего инструмента (РИ), обеспечивающая полное использование его ресурса, а также замена по случаю непрогнозируемых видов отказов, возможны только при своевременном обнаружении дефектов и неисправностей. Это может быть достигнуто при постоянном контроле состояния инструмента в процессе резания.Контроль состояния РИ может быть периодическим, осуществленным после завершения технологического перехода или операции, и непрерывным в течении всего процесса резания. Периодический контроль не решает полностью задачи своевременной замены РИ, так как процессы, приводящие к отказу, часто развиваются за время меньшее, чем машинное время обработки, поэтомупредпочтительнымявляется непрерывныйконтроль.
Анализисследованийипубликацийпопроблеме
Непрерывный контроль состояния РИ невозможно осуществить прямыми методами измерения из-за того, что режущая часть недоступна для непосредственного наблюдения. Здесь применимы только косвенные методы измерения.Косвенное определение состояния РИ возможно на основе выявления признаков, характеризующих егосостояние[1, 2, 3 ].
Отказы РИ проявляются в виде износа его рабочих поверхностей, выкрашиваний сколов и поломок режущей части, деформаций и поломок элементов крепления. В этих случаях изменяется геометрия РИ, а вместе с ней основные параметры состояния стружки и поверхностного слоя детали. Помимо взаимосвязи между параметрами состояния стружки, детали и инструмента процесс резания характеризуется так называемыми функциональными параметрами процесса резания [1]. Среди функциональных параметров особое место занимают: сила резания, параметры стружки, сигналы высокочастотных колебаний (вибрации), явления, отображающие контактные процессы на рабочихповерхностях, ит.п.
В основе диагностирования процесса резания и состояния РИ лежит предположение о наличии зависимости между признаками и параметрами их состояния:
Пi = f (K1 , K2 ,..., Kn ) , |
(1) |
36

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
где Пi -состояние(вид отказа) РИ; K - признаки, характеризующие i-е состоя-
ниеРИ.
Достоверность диагностирования определяется информативностью диагностических признаков. Под информативностью понимается отношение величиныизмененияпризнакаквеличинеизмененияпараметрасостояния
|
∆K i |
|
Иi = |
∆Пi . |
(2) |
Анализ проведенных исследований и публикаций по данной проблеме показал, что не существует методики прогнозирования состояния модульного инструментапокомплексу косвенныхпризнаков.
Целью настоящей работы является прогнозирование структуры отказов модульных резцов для тяжелых токарных станков в эксплуатации по косвенным признакам , характеризующим их состояние; разработать модели расчета вероятностей состояний при различном сочетании признаков и определить наиболее информативные признаки с наибольшей вероятностью прогнозирующиеопределенныйвидотказа.
Методикаработы
Для прогнозирования состояния сборных резцов для тяжелых токарных станков (в том числе с ЧПУ) в эксплуатации по косвенным признакам предлагается подход, основанный на формуле Байеса, позволяющий учесть как априорнуюинформацию, такиданныеопытов.
Анализ причин возникновения отказов РИ показал, что их можно разделить на две группы: независимые или физические (износ, деформация, разрушения) и зависимые или технологические (выход размера детали за пределы полядопуска, увеличениешероховатостиобработаннойповерхностиит.п.).
Целесообразно прогнозировать только независимые отказы, так как они являются первичными и при черновой обработке определяют надежность РИ. Наличие независимых отказов инструмента дает возможность одновременного учета признаков различной физической природы вероятностей их появления, чтоделаетправомочнымиспользованиеформулыБайеса(2, 3).
Длявероятностидиагноза Di приналичии признака k j
P(D |
/ k |
j |
) = P(D ) |
P(k j / Di ) |
, |
(3) |
|
||||||
i |
|
i |
P(k j ) |
|
|
|
|
|
|
|
|
|
где P(Di ) - вероятность диагноза Di , определяемая по статистическим данным (априорная вероятность диагноза); P(k j / Di ) - вероятность появления признака k j у инструментов с состоянием Di ; P(k j ) -вероятность появления признака k j вовсехинструментах, независимо отсостояния(диагноза) инструмента.
Решениезадачидиагностики
Задачу диагностики решали следующим образом. В качестве системы, которая может находиться в одном из n случайных состояний Di , принимали
37
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
партию модульных резцов с механическим закреплением твердосплавной пластины суступом(рисунок1).
Рисунок1Модульныерезцысмеханическимкреплениемтвердосплавныхпластин
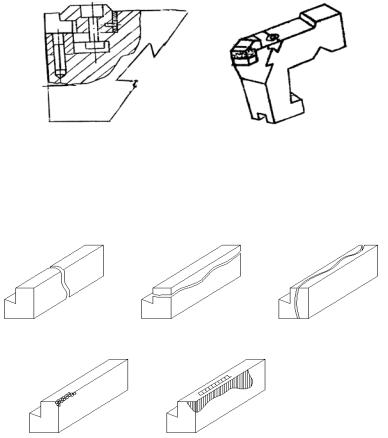
В производственных условиях для таких инструментов наиболее часто встречающимися видами отказов являются: D1 - поломка (неисправное состоя-
ние); D2 - выкрашивание режущих кромок (исправное состояние); D3 -износ (исправноесостояние) (Рисунок2) / 4 /.
а- поломки; б- выкрашивания; в- износ Рисунок2 – Видыотказовсборныхрезцовдлятяжелыхтокарныхстанков
Состояние системы (партии резцов) можно описать множеством определяющих егопризнаков
K = (k j1 , k j 2 ,..., k jmj ) , |
(4) |
||
где k j - признак, имеющий m j разрядов. |
|
||
Длякомплексов признаковКвероятностьдиагноза Di |
|
||
P ( Di / K j ) = |
P( Di )P ( K / Di ) |
, i=1,2,…,n. |
(5) |
|
|||
|
P( K ) |
|
|
Эта формула относится к любому из возможных состояний (диагнозов) партии резцов. Предполагали, что каждый блочный резец может находиться
n
тольководномизуказанныхвышесостоянийипоэтому ∑P(Di ) = 1.
i=1
Вероятностьпоявлениякомплекса признаков
n
P(K ) = ∑ P(Di )P(K / Di ) , (6)
i=1
приэтомформулаБайесапринимает вид
38

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
P ( D i / K ) = P ( D i ) P ( K / D i ) ∑n |
P ( D i ) P ( K / D i ) , (7) |
i = 1 |
|
где P(K / Di ) = P(k1 / Di )P(k2 / Di ) ... P(kn / Di ) (знаменатель формулы Байесадлявсехдиагнозоводинаков).
При испытании блочных резцов (ускоренных и эксплуатационных) имеют место следующие признаки, характеризующие состояние резцов: k1 -
изменение формы стружки, k2 -вторая стружка; k3 - вибрации; k4 - искрение
(свечение).
Для определения вероятности диагнозов по методу Байеса в производственных условиях была составлена диагностическая матрица, элементами которойявляются вероятности P(k j / Di ) (таблица1).
Таблица1 –Диагностическаяматрица
Диагноз |
|
Вероятность P(k j / Di ) |
Априорнаявероят- |
||||
Di |
|
|
|
|
|
|
ностьдиагнозаP(Di) |
k |
k |
2 |
k |
3 |
k4 |
||
|
1 |
|
|
|
|
||
D1 |
0,4 |
0,3 |
|
0,2 |
|
0 |
0,13 |
D2 |
0,15 |
0,5 |
|
0,05 |
|
0 |
0,17 |
D3 |
0,17 |
0 |
|
0,3 |
|
0,6 |
0,7 |
На основе статистических данных, полученных в результате эксплуатационных испытаний блочных резцов при обработке стали на тяжелых токарных станках в условиях ЗАО «НКМЗ» (t=20…40 мм, S=1,2…2,0 мм/об, V=30…50 м/мин) установлено, что 13% резцов отказывают в результате поломки, 17% - в результате выкрашиваний режущих кромок и 70%- в результатеизноса(априорнаявероятностьдиагнозаP(Di ) ).
Вероятность состояния D1 блочных резцов, когда обнаружены все четырепризнакаотказаопределяютпоформуле
P(D / k k |
k |
k |
) = |
P(D1)P(k1 / D1)P(k2 / D1)P(k3 / D1)P(k4 / D1) |
, (8) |
|
n |
||||||
1 1 2 |
3 |
4 |
|
|
||
|
|
|
|
∑P(Di )P(K / Di ) |
|
|
n |
|
|
|
i=1 |
|
|
|
|
|
|
|
||
где∑P(Di )P(K / Di ) = P(D1 )P(k1 / D1 )P(k2 / D1 )P(k3 / D1 )P(k4 / D1 ) + |
||||||
i=1 |
|
+ P(D2 )P(k1 / D2 )P(k2 / D2 )P(k3 / D2 )P(k4 / D2 ) + |
||||
|
|
|||||
+ P(D3 )P(k1 / D3 )P(k2 / D3 )P(k3 / D3 )P(k4 / D3 ).
Аналогичноопределяют P(D2 / K) и P(D3 / K).
Вероятность состояний резцов, когда какой либо из признаков или все
признаки отсутствуют. |
|
|
|
/ Di ) =1 − P(k j |
/ Di ) , |
|
|
||
|
|
P(k |
j |
|
(9) |
||||
P(D / |
|
) = P(D )[1− P(K / D )] |
∑n |
P(D )[1− P(K / D )], |
(10) |
||||
K |
|||||||||
i |
|
|
i |
i |
i=1 |
i |
i |
|
|
|
|
|
|
|
|
|
|
|
|
39
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
После расчета вероятностей состояний принимают решение о дигнозу. В методе Байеса объект с комплексом признаков К относится к диагнозу Di с
наибольшей вероятностью, т.е. K Di , если |
|
P(Di / K) > P(D j / K) , j=1,…, n, i ≠ j . |
(11) |
Расчетные значения вероятностей диагнозов при различных сочетаниях признаков приведены в таблице 2, из которой видно, что наиболее информативными для прогнозирования поломки являются сочетания признаков k1 , k2 ,
k3 ,атакжепризнаки k1 .
Наиболее информативным для прогнозирования выкрашиваний являетсяпризнак k2 идляпрогнозированияизноса– признаки k3 ,k4 .
Таблица 2 – Расчетные значения вероятностей диагнозов при различных сочетаниях диагностическихпризнаков
Сочетание признаков |
ВероятностьP(Di / K) |
||||||||||||||||||||||
D1 |
D2 |
D3 |
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1 |
2 3 |
|
|
|
|
|
|
|
|
|
0,83 |
0,17 |
0 |
||||||||||
4 |
|||||||||||||||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,39 |
0,16 |
0,45 |
|||
2 |
3 |
4 |
|||||||||||||||||||||
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
0,21 |
0,79 |
0 |
||||
1 |
|
3 |
4 |
||||||||||||||||||||
|
|
|
|
|
|
3 |
|
|
|
|
|
|
0,13 |
0,04 |
0,83 |
||||||||
1 |
2 |
4 |
|
||||||||||||||||||||
Выводы
1 Предложена методика прогнозирования структуры отказов сборных твердосплавных резцов для тяжелых токарных станков в эксплуатации по косвенным признакам, характеризующим их состояние. Методика учитывает как результаты испытаний (ускоренных или эксплуатационных), так и априорнуювероятностьдиагноза, полученнуюпопредшествующей статистике.
2 Предложены модели расчета вероятностей состояний при различном сочетаниипризнаков.
3 Определены наиболее информативные признаки с наибольшей вероятностью прогнозирующие определенный вид отказа и экспериментально проверено, чтоотносительнаяошибкапрогнозированиянепревышает10%.
Литература
1 Синопальников В.А., Еременко И.В. Диагностика процесса резания и инструмента: Учеб. Пособие.- М.: Мосстанкин, 1991.-130с.
2 БиргерИ.А. Техническаядиагностика.- М.: Машиностроение, 1978.-240с.
3 Казакова Т.В., Хает Л.Г. Прогнозирование отказов токарных сборных резцов по результатам их форсированных испытаний // Надежность и контроль качества, 1985, №2.- С. 52-57.
4 Мироненко Е.В. Исследование надежности блочных резцов для уникальных станков// Надежность режущего инструмента. Вопросы надежности, оптимального проектирования и эксплуатации инструмента. Сб. Статей. Вып. 5 / Под общ. редакцией В.С. Гузенко и Г.Л. Хаета/ Краматорск: ДГМА, 1994.-С.196-209.
40