

2. Производственный процесс и типы его организации. Понятие производственного цикла и его составных частей.
Методы организации производственного процесса во времени подразделяются на 3 основных вида: последовательный, параллельный, параллельно-последовательный (смешанный) тип.
1). Последовательный– наиболее простой способ организации производственного процесса. Он характеризуется таким перемещением партии деталей, при котором каждая последующая операция начинается только после обработки всех единиц партии на предыдущей операции.
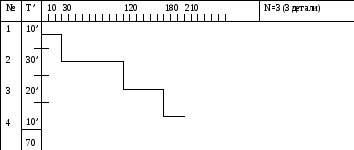
Основной недостаток– большая продолжительность изготовления деталей. Этот методприменяется в единичном и мелкосерийном производстве.Преимущества: отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой нагрузки в течение смены.
Длительность цикла:
![]()
2). Параллельныйметод характеризуется поштучной передачей обрабатываемых изделий с одной операции на другую и отсутствием перерывов при выполнении главной операции – самой длительной.
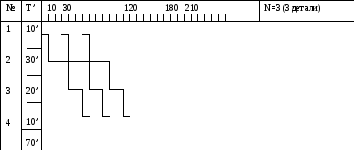
Преимущества: значительное сокращение длительности производственного цикла. Но возможности применения данного цикла ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих.Недостатки:на всех операциях, кроме главной, имеется простой рабочих в ожидании деталей. В этом случае необходима синхронизация технологических операций во времени: либо их одинаковость, либо их кратность. Такое выравнивание возможно лишь при непрерывно-поточныхпроизводствах массовоготипа.
Длительность цикла:
![]()
3). Смешанный тип. Детали с операции на операцию передаются транспортными партиями или поштучно. При этом происходит частичное смещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов, таким образом, при смешанном типе движения предметов труда смежные операции перекрываются во времени, то есть выполняются параллельно. При этом возможно 2 варианта:
Когда предыдущая операция короче, чем последовательная – поштучная передача деталей, так как достаточно одной детали, чтобы начать следующую операцию без опасения, что могут начаться простои, то есть можно применить параллельный тип движения деталей.
Когда предшествующая операция дольше, чем последующая, то в этом случае, во избежание перерывов прохождения всей партии предметов труда, требуется предварительное накопление некоторого задела, размер которого обеспечивал бы непрерывность работы на последующей, более короткой операции. В этом случае применяется параллельно-последовательный вид движения с максимально-возможным во времени выполнения обеих операций.
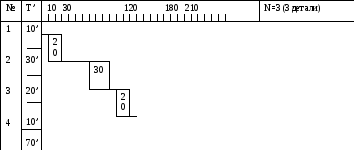
Длительность цикла:
![]() ,
гдеn– число всех деталей,m– размер транспортной
партии.
,
гдеn– число всех деталей,m– размер транспортной
партии.
3. Организационная структура управления предприятием (осуп).
ОСУП– это способ организации управляющей системы и взаимодействие ее составляющих частей, то есть звеньев аппарата управления, а также состав и соподчиненность управляющих звеньев. ОСУП адекватна структуре самого предприятия и соответствует масштабу и функциональному значению управляемых объектов. Соединение организационной и производственной систем образует общую структуру предприятия. Крупное предприятие, специализирующееся на производстве сложных и трудоемких видов продукции, как правило, имеет более сложную ОСУП. Необходимость создания сложной ОСУП часто обусловлена диверсификацией производства, выпуском широкого ассортимента технологически не связанной между собой продукции.Факторы, усложняющие ОСУП: объем продаж, номенклатура выпускаемой продукции, сложность продукции, концентрация и комбинирование производства.Факторы, упрощающие ОСУП: унификация, специализация и кооперация производства, развитие инфраструктуры.
Наиболее распространенными являются следующие типы ОСУП:
Линейная;
Линейно-штабная;
Линейно-функциональная;
Дивизионная;
Матричная.