

Гидромеханическая вытяжка.
Заключается в получении полых деталей из плоских заготовок жестким пуансоном в жидкостную матрицу .
















































Гидромеханическую вытяжку реализуют по двум основным схемам :
-
с вытеснением жидкости из жесткого контейнера через регулируемый клапан ;
-
гидромеханическая вытяжка с вытеснением жидкости через вытяжной зазор .
По первой схеме поверхность заготовки и поверхность контейнера разделены жидкостью , а деформируемые участки заготовки прижаты к поверхности пуансона давлением жидкости . Разделение поверхностей способствует снижению растягивающих напряжений в штампуемой заготовке и повышению качества наружной поверхности , а поджатие деформируемых участков заготовки к пуансону приводит к блокированию деформаций растяжения на этих участках . И то , и другое в итоге способствует интефикации вытяжки и сокращению числа вытяжных операций . К недостатку можно отнести необходимость уплотнения стыка заготовки и поверхности штампа .
Вторая схема более предпочтительна , так как в ней нет контакта заготовки с поверхностью штампа , что способствует снижению растягивающих напряжений в штампуемых заготовках . Одновременно отпадает необходимость уплотнения стыка между заготовкой и поверхностью матрицы и применения устройств для регулирования давления рабочей жидкости .
Преимущества данного способа :
-.наличие полезных сил трения между заготовкой и пуансоном , вследствии прижатия заготовки к пуансону ;
-отсутствие существенных сил трения между заготовкой и матрицей ;
-возможность получения деталей с равномерной толщиной стенки ;
-
возможность получения сложных деталей за один переход ;
-
возможность деформирования малопластичных высокопрочных материалов .
Усилие вытяжки можно оценить как :
Р = 2π(Rп+t/2)(1+(Rп+t/2)/2rм)rσр;
где Rп- радиус поперечного сечения пуансона ;
rм – радиус вытяжной кромки матрицы ;
r – текущий радиус фланца ;
t – средняя толщина цилиндрической части заготовки ;
σр – предел текучести материала заготовки .
Усилие прижима выбирается из условия обеспечения жидкостного трения на всех участках заготовки .
Оценка потребного давления жидкости :
р = 2σр t/[μDn(1+n)] ,
где п= показатель упрочнения материала ;
μ – коэффициент трения ;
Dn – диаметр поперечного сечения пуансона .
Обычно р= 6…30 Мпа - для цветных сплавов ;
20…70 Мпа – для сталей ;
30…100 Мпа – для нержавеющей стали .
Изготовление неразъемных соединений деталей холодной объемной штамповкой .
С










 пособ
получения стыковых сварных соединений
поперечным выдавливанием :
пособ
получения стыковых сварных соединений
поперечным выдавливанием :
2
3 1





4


1,2- соединяемые детали ; 3 – пуансон ; 4 – контейнер .
Образование стыковых соединений осадкой :





1 2















Для реализации этого способа создана гамма машин усилием от 6 до 1200 кН , на которых можно производить соединения прутков диаметром от 0,8 до 35 мм из меди и до 43 мм из алюминия . Основными деформационными технологическими параметрами при стыковой холодной сварке , определяющим прочностные свойства получаемых изделий , является отношение высоты деформируемой части прутка к его диаметру (1,0…1,4 ).
Схема образования тавровых соединений прутка с пластинкой :
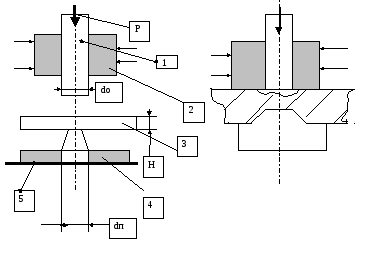
1 – пруток ; 2- зажимные губки ; 3 – пластины ; 4 - пуансон ; 5 – опора .
Наиболее высокий уровень технологических свойств обеспечивается при соединении изделий из цветных сплавов обеспечивается при :
hо/ dо = 1,0…1,6 ; ε = 0,7…0,8 .
Наибольшее технологическое усилие Р при изготовлении тавровых соединений прутка с пластиной возникает на последней стадии процесса :
Р= σs[13,1do(doh2o)0,33 + 0,15dп3 / (Н -hп )] ,
где σs – напряжение текучести металла соединяемых деталей с учетом упрочнения .
Способ соединения металла со стеклопластиком .

-
стержень ; 2- наконечник ; 3 – матрица .
По этому способу соединения получают в результате пластического деформирования металлического наконечника со вставленным в него стержнем через матрицу усилием , направленным вдоль продольной оси наконечника и упруго деформированного стержня . Величина деформации наконечника из низкоуглеродистой стали при отношении толщины стенки наконечника к диаметру стержня от 0,2 до 0,6 не превышает 15…20%.Способ обеспечивает равномерный натяг по периметру поперечного сечения соединяемых деталей .Получаемые таким методом изделия используются в качестве полимерных изоляторов линий высоковольтных передач .
Рекомендуемое значение угла наклона конусной части матрицы α = 7…12 град.
Для обеспечения стабильности прочностных свойств получаемых соединений рекомендуются следующие значения точности выполнения размеров соединения : для диаметра стержня do – h11 ; для диаметра отверстия наконечника do- H12 ;
для наружного диаметра наконечника D-h10 .
Данные процессы реализуются на специальных технологических машинах с гидравлическим приводом или универсальных прессах , снабженных специальными приставками .