

Производственный процесс и его структура .
Производственным процессом называют всю совокупность основных технологических и сопутствующих процессов ,осуществляемых с целью превращения материалов и полуфабрикатов в готовые изделия .
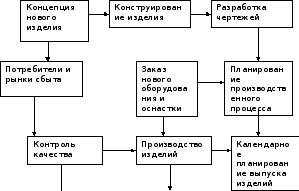
В производственном процессе наиболее важное место занимают технологические процессы , непосредственно связанные с изменением формы ,размеров и состояния материалов и полуфабрикатов и достижением заданных параметров деталей и изделий .
Технологический процесс- часть производственного процесса , содержащая действия по изменению и последующему определению состояния предмета производства.
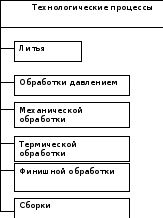
Технологические процессы строят по отдельным методам их выполнения или по объектам изготовления.
Технологическая операция- это законченная часть технологического процесса , выполняемая на данном рабочем месте .
Она является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость обработки деталей ,потребное количество рабочих , оборудования , приспособлений и инструмента . По операциям ведут планирование производства , учет производительности и контроль технологического процесса в цехе.
Различают три основные типа производства :

Основными факторами ,определяющими тип организации производства являются номенклатура изделий , программа выпуска и трудоемкость изготовления изделий .
|
Признаки |
Характеристика признаков для серийного производства | ||
|
Массового |
Серийного |
Единичного | |
|
Характер продукции |
Однородные изделия стандартного типа |
Машины и др.изделия установившегося типа |
Машины изготавливаемые по индивидуальным заказам |
|
Номенклатура изделий |
Ограниченная , узкая |
Значительная |
Большая , разнообразная |
|
Программа выпуска каждого изделия |
Очень большая |
большая |
Один или несколько экземпляров |
|
Категория оборудования |
Автоматические линии , специальные станки |
Специальные и общего назначения станки |
Универсальные станки |
|
Приспособления и инструмент |
Специализированные . механизированные и автоматизированные |
Специальные и универсальные |
Универсально-сборные |
|
Расстановка оборудования на производстве |
По операциям технологического процесса |
В соответствии с последовательностью этапов обработки деталей |
По типам станков |
|
Специализация рабочих мест |
На каждом рабочем месте выполняется одна постоянно повторяющаяся операция |
На рабочем месте выполняются несколько регулярно повторяющихся операций |
На рабочем месте выполняются разнообразные не повторяющиеся операции |
По ГОСТ предусматривается характеризовать тип производства коэффициентом закрепления операций :
Кз.о. = О/Р , где О- число различных операций за месяц ;Р – число рабочих мест ,на которых выполняются различные операции.
При 1= Кз.о.< 10 – массовое производство ;
10< Кз.о < 20 – среднесерийное производство ;
20< Кз.о. < 40 – мелкосерийное производство ;
если Кз.о. не регламентируется .то имеем единичное производство.
В серийном производстве заготовки перемещаются по рабочим местам партиями .
Партией называют количество деталей одного наименования , запускаемых в обработку одновременно . станок ,закончивший обработку партии заготовок , переналаживается на другую операцию .
Размер партии существенно влияет на эффективность производства : уменьшение размеров партий и увеличение их числа способствует сокращению незавершенного производства ,но ведет к увеличению потерь на переналадку станков .
Структура потребляемой металлопродукции в машиностроении
|
Наименование заготовок
|
Потребление %
|
|
Сортовые профили проката
|
11
|
|
Фасонные профили проката |
7,5 |
|
Поковки из слитков
|
3,4
|
|
Поковки из сортовых профилей проката
|
2,8
|
|
Горячие штамповки из проката
|
13
|
|
Чугунное литье
|
24
|
|
Стальное литье
|
13,6
|
|
Фасонные профили проката не подвергаемые обработке резанием ( рельсы , балки , швеллеры ) |
16,6 |
|
Холоднотянутые профили проката |
3,8 |
|
Холодноволоченые профили |
0,3 |
|
Гнутые профили проката |
4,0 |
Уровень использования металла в машиностроении и металлообработке .
|
Виды металлопродукции
|
Коэффициент использования металла
(КИМ ) |
|
Детали , полученные из поковок и горячих штамповок из проката
В том числе :
|
0,56
|
|
- в кузнечно- прессовых цехах |
0,88 |
|
- в цехах механической обработки
|
0,68
|
|
Производство деталей из стальных слитков
|
0,30
|
|
Средний коэффициент использования металлопродукции в отраслях машиностроения и металлообработки
|
0,76…0,78
|
|
По стальному прокату
|
0,71…0,72
|
Здесь КИМ = Мд/Мрм ,
где Мд- чистая масса готовой детали, кг ; Мрм – норма расхода материала на получение заготовки , кг.
В сквозной КИМ при производстве деталей из проката входит выход годного на четырех переделах :
КИМ = К1 К2 К3 К4 .
При производстве деталей из заготовок – на двух переделах :
КИМ = К3 К4 ,
где К1 , К2, К3- соответственно коэффициенты выхода годного в сталеплавильном , прокатном производствах и при производстве заготовок .
К4 – КИМ при механической обработке заготовок .
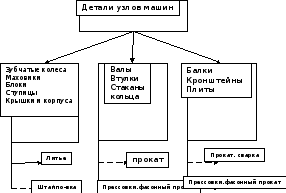
Выбор способа производства заготовок .
Обозначения:
ЕДИНИЧНОЕ ПР-ВО Серийное пр-во
Массовое пр-во
Выбор вида заготовок деталей целесообразно производить на основании их сравнения по величине КИМ , расходу топливно-энергетических ресурсов ,трудоемкости , технологической себестоимости , величинам капитальных вложений и приведенным затратам с учетом экологических факторов .
В общем виде технологическая себестоимость сопоставляемых вариантов может быть определена по формуле :
Ст= Мо+Зп + Т +Э +И +Ро, где Мо- затраты на основные материалы ;Зп – зарплата производственных рабочих ;Т- затраты на технологическое топливо ;Э – затраты на электроэнергию ;И – затраты на инструмент ;Ро – затраты на эксплуатацию и обслуживание оборудования .
В некоторых случаях выбор технологического процесса определяется только по одному-двум частным показателям , например по трудоемкости с учетом последующей механической обработки .
Относительная стоимость срезания 1кг стружки .
|
Отрасль
|
Относительная стоимость % |
|
Машиностроение в целом
|
100
|
|
Станкостроение |
72 |
|
Автомобилестроение |
38 |
|
Машиностроение в тяжелой промышленности |
114 |
Нередко выбор способа взаимозаменяемых заготовок решается наличием на данном предприятии свободных производственных мощностей в заготовительных цехах , а также сложившиеся традиции по применению тех или иных видов заготовок .
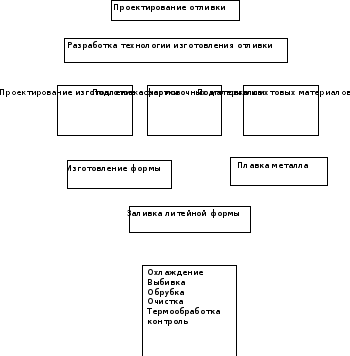
Литье .
Литейное производство – процесс получения фасонных отливок путем заполнения жидким металлом заранее приготовленной формы , в которой она затвердевает .
Литье заготовок – наиболее дешевый способ , обеспечивающий минимальный припуск на механическую обработку .Во многих случаях литье – единственный способ получения заготовок сложной формы .
Процесс получения отливки можно представить в виде следующей схемы :
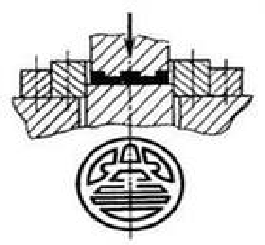
Литейная форма в сборе
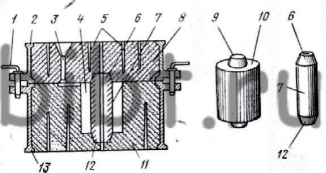
Штырь ; 2,13 – опоки ; 3- литниковая чаша 3 полуформы;4 –полость отливки ; 5- вентиляционные каналы;6,12 - стержневые знаки;
7-стержень ;8,11- верхняя и нижняя полуформы ; выступы (знаки ) модели ;
Литейная форма чаще всего состоит из двух полуформ: верхней 8 и нижней 11, изготовленных из песчано-глинистой смеси (в металлических рамках 2 и 13 (опоках). В нижней полуформе с помощью модели 10 образована полость 4, предназначенная для получения отливки цилиндра. Внутреннее отверстие в отливке образует песчаный стержень 7, который прочно закреплен с помощью стержневых знаков 6 и 12. Выступы 9 на модели служат для получения отпечатков стержневых знаков в форме.
Перед заливкой расплава в литейную полость формы через литниковую чашу 3 полуформы скрепляют штырями 1 или на верхнюю полуформу устанавливают груз. Для удаления газов, выделяющихся из песчано-глинистой смеси и расплава при заливке, служат вентиляционные каналы 5 в форме и стержнях.
Совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании, а также для улавливания шлаков и загрязнений, получающихся вследствие размыва расплавом поверхности формы, называют литниковой системой. Она состоит из литниковой чаши, или воронки 3, стояка 4, подводящего расплав к шлакоуловителям 1, питателей 6, соединяющих полость формы с чашей и стояком, и прибыли 2, служащей для питания массивных частей отливки при ее охлаждении.
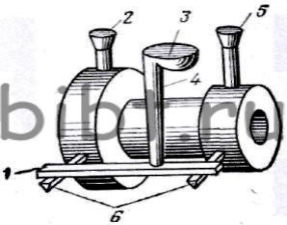
Шлакоуловители ; 2- прибыль ; 3 - литниковая чаша, или воронка;
Стояк ; 5- выпор.
Совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании, а также для улавливания шлаков и загрязнений, получающихся вследствие размыва расплавом поверхности формы, называют литниковой системой. Она состоит (рис. 5) из литниковой чаши, или воронки 3, стояка 4, подводящего расплав к шлакоуловителям 1, питателей 6, соединяющих полость формы с отливки при ее охлаждении.
В литниковую систему входит также выпор 5 - вертикальный канал круглого сечения, - через который в начале заливки выходят газы. Выпор позволяет определить момент окончания заливки и питает отливку при остывании.
Для изготовления литейных с помощью моделей в формовочном материале образуют полости . Полости по очертаниям и размерам соответствуют изготавливаемой отливке . Ручная формовка применяется только в единичном производстве , т.к. она трудоемка и малопроизводительна .
Машинная формовка включает две операции :
уплотнение смеси в опоке ;
извлечение модели из формы .
Применяются следующие формовочные машины :
встряхивающие ;
прессовые ;
пескометы.
Для изготовления стержней применяют пескодувные и пескоструйные машины .
Сушка форм и стержней производят в сушилах .
Плавку серого чугуна осуществляют в вагранках . Топливом для плавки служит кокс . Плавка производится в мартеновских или электродуговых печах .Плавка цветных металлов осуществляется в электропечах сопротивления , а также тигельных печах . Плавку титановых сплавов и их заливку производят в защитной среде аргона .
Заливка металла в формы производится с использованием литейных ковшей .
В зависимости от вида сплава и характера отливок температура заливаемого металла должна быть на 50…200 град. С выше температуры перехода сплава в жидкое состояние .
Залитые отливки некоторое время охлаждают в форме , затвердевая и остывая до определенной температуры .
После охлаждения отливки извлекают из формы выбивкой .
Извлеченные из формы отливки подлежат обрубке и очистке . Обрубка состоит в отделении от отливок литниковой системы , прибылей , выпоров , заусенцев .
Очистка поковок – операция удаления стержней , каркасов из внутренних полостей , а также удаление пригара с поверхности отливок и уменьшение шероховатости .
Операцию обрубки осуществляют вручную с помощью пневмозубил , электрогазовой и плазменной резки , на специальных прессах и ленточными пилами .
Очистка производится на выбивных решетках , гидрокамерах , галтовочных барабанах , дробеструйных камерах .

Специальные виды литья .
Литье в металлические формы ( кокили ) применяется при изготовлении отливок массой до 2000 кг в автоматизированном крупносерийном производстве . В отличии от земляных форм кокили выдерживают большое количество заливок ( до 50000 штук ).


Перед заливкой формы подогревают .
Помимо более точных размеров по сравнению с традиционным процессом достигают улучшение структуры и механических свойств .
При производстве сложных отливок применяют кокили из нескольких частей с разъемами .
К типовым представителям отливок рекомендуемым к переводу на литье в кокили можно отнести корпуса гидрооборудования , цилиндры , планки , шкивы , кронштейны , зубчатые колеса , арматуру .
Недостатком металлических форм является отсутствие у них податливости , что ограничивает их использование для деталей из стали с большим количеством внутренних полостей и литых поверхностей .
Точность отливок может достигать 13 квалитета и шероховатость Rz= 10 мкм .
При центробежном литье отливки получают посредством заливки металла во вращающуюся форму . Под действием центробежных сил металл прижимается к стенкам формы и застывает по ее внутренним очертаниям .Отливки приобретают высокую плотность т.к. газы и неметаллические включения вытесняются к поверхности .При центробежном литье нет питателей , стержней , литников и выпоров , что снижает расход металла и повышает КИМ до 95% .Скорость вращения формы должна обеспечивать одинаковую толщину стенок по всему сечению изделия .
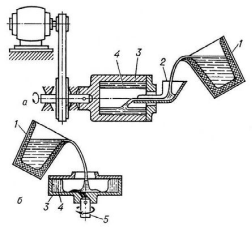
Схема получения отливок способом центробежного литья на машинах с горизонтальной (а) и вертикальной (б) осями вращения: 1 — ковш; 2 — жёлоб; 3 — форма; 4 — отливка; 5 — шпиндель.




Наиболее рационально использовать этот метод для получения деталей типа полых цилиндров массой до 60 т , длиной до 8м , диаметром более 1 м и толщиной стенки – до 300 мм . Припуски на механическую обработку не превышают 2…12 мм.
При литье под давлением ( до 100 Мпа ) заполняется металлическая форма . Давление создается машиной компрессорного или поршневого типа .Детали получаются точными и чистыми .

Механическая обработка отливок незначительна или вообще не нужна . Преимущественно этот метод применяется для отливок из цветных сплавов массой до 10 кг. Так как стоимость формы высокая то этот метод применяется только в массовом производстве , когда в одной форме получают тысячи отливок . Производительность очень высокая – до 3000 отливок в час .Точность отливок – до 9 квалитета и шероховатость – менее Rz =10мкм .
Литье по выплавляемым моделям применяется для получения мелких деталей массой до 15 кг из сталей и трудно обрабатываемых сплавов . При этом достигается высокая точность и чистота поверхности .
Для получения более точных размеров достаточно применение операций шлифовки и полирования .Высокая точность обеспечивается применением точных моделей и форм без разъемов . Этот способ дает возможность отливать готовые детали из твердых сплавов , обработка которых трудна и дорога ( сверла , фрезы , турбинные лопатки ) .Отливки получают самой сложной конфигурации с точностью размеров по 11….14 квалитетам и шероховатостью – менее Rz =80 мкм.
Выплавляемые модели изготавливают в пресс-формах 1 из модельных составов, включающих парафин. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. (рис.а ). После затвердевания модельного состава пресс-форма раскрывается и модель 2 выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3 (Рис. в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2…100 моделей.
Формы изготавливают многократным погружением модельного блока 3 в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 (Рис.. г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды .
Рис. 11- индукционная печь ,12- отливка, 13-опока, песчаная смесь.
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.


Показатели экономической эффективности специальных видов литья на 1 т отливок в сравнении с литьем в обычные песчаные формы.
|
Способ литья |
Экономия металла, кг |
Снижение трудоемкости норма/час |
Снижение припусков на мех.об-ку % |
|
По выплавляемым моделям |
250 |
300 |
90 |
|
В оболочковые формы: - чугун - сталь |
200 150 |
50 80 |
50 50 |
|
В кокиль: Из чугуна и стали
|
150 |
50 |
50 |
|
Под давлением |
350 |
360 |
95 |
Сравнительные показатели различных способов литья .
|
Способ литья |
Эконном. целесообр. партия шт. |
Максим. масса отливки кг |
Вид сплава
|
КИМ |
Квалитет точности |
Шерохов. пов-ти
Rz (мкм)
|
% в общем выпуске отливок |
|
В песчано-глинистые формы
|
без огра- ничения
|
250000
|
Все сплавы
|
0,6…0,7
|
16…18
|
40…320
|
74,6
|
|
В кокиль
|
400
|
5000
|
Цв. сплавы
|
0,75
|
13…16
|
10…80
|
11,4
|
|
Под давлением
|
1000
|
90
|
Цв. сплавы
|
0,95
|
9…12
|
более 20
|
3,4
|
|
По выплавляемым моделям
|
1000
|
100
|
Спец. сплавы
|
0,9
|
11…14
|
более 80
|
0,7
|
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА.
Горячая объемная штамповка – один из видов ОМД , при котором необходимая форма и размеры нагретой заготовки придаются в трех измерениях при помощи штампа , имеющего полости , называемые ручьями .
При смыкании частей штампа образуется объемная полость , форма и размеры которой представляют собой точную копию поковки.
Горячей штамповкой изготавливают поковки массой 0,25…400 кг .
Горячая штамповка является рентабельной в крупносерийном и массовом производстве .
Механические свойства горячештампованных деталей более высокие , чем у литых или полученных только резанием из проката .Это наиболее производительный и дешевый процесс ОМД .
Благодаря приближению формы штамповки к форме готовой детали уменьшаются отходы в стружку и расходы на электроэнергию на механообработку .
Стоимость деталей изготовленных из штамповок в 2…2,5 раза ниже чем изготовленных только резанием .


Существуют два вида штамповки :и
Штамповка в открытых штампах (облойная штамповка );
Штамповка в закрытых штампах ( безоблойная ) .
При штамповке в открытых штампах , штамп в процессе деформирования остается открытым и зазор Δ между подвижной и неподвижной частями штампа изменяется от максимального значения , когда верхняя половинка штампа соприкоснулась с заготовкой , до Δ = 0 , когда штамповка закончилась и верхняя часть соприкоснулась с нижней .

При штамповке наиболее трудно заполняются углы полости ручья штампа , поэтому прежде чем заполнить эти углы металл вытекает в указанный зазор , образуя вокруг поковки облой . При достаточно малом зазоре Δ облой закрывает выход из ручья штампа и металл вынужден полностью заполнять полость штампа
.
Облой является отходом (10…30 % от массы поковки ) и подлежит удалению с поковки в специальных обрезных штампах .

Штамповка в закрытых штампах характеризуется тем , что штамп в процессе деформирования остается закрытым и зазор Δ между подвижной и неподвижной частями штампа является постоянной величиной . В штампах отсутствуют облойные канавки , а для удаления поковки из полости применяют выталкиватели
При данном виде штамповки необходимо точно отрезать заготовку , в противном случае лишний металл будет вытекать в зазор Δ и образовывать заусенец и изнашивать штамп .
Штамповка в закрытых штампах является прогрессивным и экономичным процессом , т.к. отхода в виде облоя нет .
Оборудование для горячей объемной штамповки :
Штамповочные молоты с массой падающих частей )
КГШП
Гидравлические пресса
Фрикционные винтовые прессы
Горизонтально-ковочные машины




Технологический процесс горячей объемной штамповки включает следующие операции :
Резка прутков на мерные заготовки ;
нагрев заготовок ;
штамповку ;
обрезку облоя и проколку перемычек ;
правку поковок ;
термическую обработку ;
калибровку.
Исходными материалами для горячей штамповки являются сортовой прокат и профили периодической прокатки .
Разделку исходных заготовок производят на пресс-ножницах и кривошипных прессах , механических пилах и хладноломах , а также применяют анодно-механическую и газовую резку .
Материалы штампов .

Требования предъявляемые к материалам штампа :
сочетание высокой прочности и ударной вязкости ;
высокая износостойкость и разгаростойкость ;
хорошая прокаливаемость и обрабатываемость на металлорежущих станках
|
Штамп или элемент штампа
|
Материал |
Условия эксплуатации |
|
Молотовые или прессовые штампы |
5ХНМ, 5ХНВ, 5ХГМ,;ХМФС
|
Типовые штампы |
|
7Х3, 8Х3
|
Высадочные штампы | |
|
4Х3ВМФ,4Х5В2ФС,5Х3И3МФС
|
Штампы для труднодеформируемых сплавов | |
|
Блоки молотовых вставок |
Стали 45,40Х, 5ХНМ |
|
|
Плиты пакетов КГШП |
Стали 40ХЛ, 40Л |
|
|
Шпонки и клинья молотовых штампов |
Стали 45, 40Х |
|
|
Выталкиватели |
5ХНМ, 7Х3 |
|
|
Направляющие колонки штампов |
Сталь 20 с цементацией на глубину 0,8…1,2 мм |
|
Повышение стойкости штампов .
Под стойкостью штампа подразумевают количество поковок , изготовленных на данном штампе до выхода его из строя .
Наименьшей стойкостью обладает окончательный ручей штампа .
Факторы влияющие на стойкость штампа :
качество штампа ;
режим эксплуатации;
конструкция штампа ;
технология штамповки.
Качество штампа .
Наиболее эффективно повысить качество штампа можно применением для его изготовления высоколегированных сталей .
Но эти стали имеют высокую стоимость и необходим расчет экономической эффективности их применения .
Рациональная технология изготовления штампов также повышает их качество .
Стойкость штампованных штампов и вставок увеличивается до 5 раз по сравнению с фрезерованными .Это объясняется тем, что волокна не перерезаются , а повторяют контур ручья .
Также качество штампа увеличивает поверхностная обработка его ручьев :
-азотирование ;
борирование ;
хромирование .
Режим эксплуатации .
Срок службы штампов можно повысить :
- своевременным ремонтом;
правильным подбором смазок ;
совершенствованием средств удаления окалины ;
применением систем нагрева и охлаждения штампов .
Конструкция штампов .
Стойкость штампов повышается при :
- применении предварительных ручьев ;
-правильном выборе облойного мостика ;
-при применении небольших вставок ручьев .
Технология штамповки .
Стойкость штампов повышается при :
точной отрезке заготовки ;
соблюдении правильного температурного режима штамповки .
Волочение
Волочением получают прутки , профили , трубы различных сечений с высокой точностью размеров , которые нельзя достигнуть волочением или прокаткой .
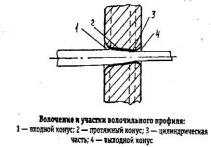
Схемы волочения труб: 1 — без оправки; 2 — на короткой неподвижной оправке; 3 — на длинной движущейся оправке.
Волочением устраняют вмятины , кривизну , риски и другие дефекты поковки , улучшают внешний вид изделия . Также в процессе волочения уменьшается разностенность труб . Качество поверхности и точность волоченных изделий настолько велики ,что волочение может заменять чистовое точение и шлифовку сопрягаемых изделий деталей машин .

Перед волочением один конец заготовки утоняют на специальном станке , чтобы он входил в волоку .

В результате волочения поперечные размеры заготовок уменьшаются , а длина увеличивается . При изготовлении фасонных изделий волочением изменяется также форма поперечного сечения заготовки .В процессе волочения изменяются механические свойства большинства металлов :
предел прочности увеличивается в 1,5…2 раза ;
относительное удлиннение значительно понижается .
В следствии различных условий деформации в перифирийных и центральных слоях возникают остаточные напряжения : в перифирийных – растягивающие , а в центральных – сжимающие .
Для оценки деформации при вытяжке применяют следующие показатели :
Коэффициент вытяжки λ=Fн/Fк и
коэффициент обжатия γ=(Fн-Fк)/ Fн 100% .

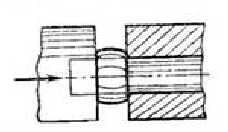
Прессование .
Матрицы для прессования изделий сплошного сечения имеют одно или несколько отверстий .
В конце операции в контейнере остается часть металла , называемая прессостатком .
Характеристиками пластического деформирования при прессовании являются :
Степень вытяжки λ=Dк²/(ndпр²) , где Dк- диаметр контейнера ; dпр- диаметр прутка ; n – число каналов в матрице .
Степень деформации δ=(D²к - dпр²)/ D²к.
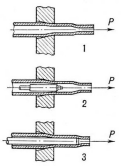
В настоящее время освоены следующие виды прессования :
прямое ;
обратное ;
комбинированное .
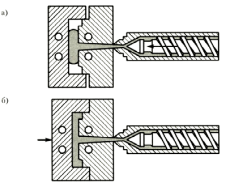
При прямом методе направление течения металла совпадает с направлением движения пуансона .При прессовании туб устанавливают иглу . Образуется кольцевой зазор . Прессуемый металл вытекая в него формирует трубу .
При обратном выдавливании слиток находящийся в контейнере , остается неподвижным во время всего цикла прессования . Силы трения между слитком и стенками контейнера отсутствуют , в следствии чего значительно уменьшается общее усилие прессования и изменяется характер течения металла .Так направление течения металла обратно направлению движения матрицы .
Прессование применяется при производстве труб, прутков и профилей из различных металлов и сплавов .
При прессовании характер течения металла в начале и конце процесса различен в отличии от других процессов ОМД. Это объясняется тем , что в процессе прессования изменяются соотношение между диаметром и длиной слитка , распределение напряжений в зоне деформации и температура слитка .


Рис. 1. Схема выдавливания (прессования) металла:
а — прямой метод, б — обратный метод: 1 — обрабатываемый металл, 2-контейнер, 3-матрицы с отверстием для выхода прутка, 4-пруток, 5 –шток.


Пресс кривошипно-коленный для холодного выдавливанияметаллаКБ 0032.
Холодная объемная штамповка .(ХОШ).
Это наиболее производительный метод изготовления деталей из сталей и сплавов . Широко применяется в машиностроении , приборостроении и металлообработке .
ХОШ по сравнению с обработкой резанием обеспечивает более высокую производительность , экономное расходование металла и способствует улучшению его механических свойств , повышению надежности и долговечности изготавливаемых деталей при эксплуатации .
По сравнению с горячей объемной штамповкой холодная имеет ряд преимуществ :
нет операции нагрева металла ;
нет операций удаления окалины ;
нет обезуглероженного слоя металла .
При холодной штамповке отходы металла значительно меньше , точность штампованных деталей может достигать 6…9 квалитета .при достаточно низкой шероховатости поверхности .
Детали , изготавливаемые холодной объемной штамповкой , нередко доделывают резанием : подрезают торцы , прорезают узкие пазы ; сверлят отверстия малых диаметров и др .
ХОШ широко применяется для изготовления различных стандартных , нормализованных или нестандартных деталей :


болтов , винтов , заклепок ;
шариков , роликов , колец подшипников ;
фасонных гаек ;
поршневых пальцев ;
мелких зубчатых колес ;
корпусов свечей зажигания ;
корпусов часов .
ХОШ можно обрабатывать многие стали , а также деформируемые цветные металлы и сплавы .
ХОШ получают главным образом детали из холоднотянутого металла .
Операции холодной объемной штамповки разделяются на :
разделительные ;
формоизменяющие.
К разделительным относят :
- отрезку;
-обрезку;
- пробивку.
Отрезка – это операция разделения прутка на мерные заготовки ; ее выполняют на сортовых ножницах , пресс-ножницах ; на прессах в штампах или на специальных отрезных прессах-автоматах с помощью ножа или режущей втулки .
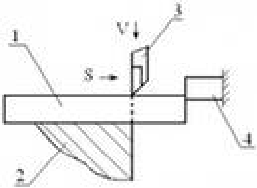
Отрезка заготовки в пресс-ножницах. 1 - отрезаемый пруток.
Длина отрезаемой заготовки должна быть не меньше половины диаметра прутка .
Обычно при отрезке заготовки полу с косым срезом и некоторым искажением формы , а длинные заготовки несколько изгибаются .Точность отрезки возрастает при угле скоса ножей 3…7 град . соответствующих направлению скалывающих трещин .
Обрезка предназначена для отделения отхода по контуру отштампованной детали . Ее осуществляют на прессах в штампах .При повышенных требованиях к качеству детали применяют зачистку и калибровку .
Пробивкой получают небольшие по глубине сквозные отверстия или удаляют отход ( пленку , перемычку ) между наметками отверстия .
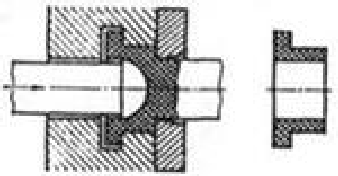
Схема пробивки: а - начало процесса; б - изделие.
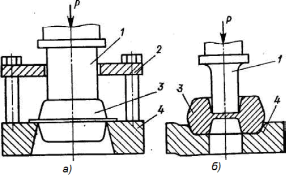
Формоизменяющие операции.
осадка высадка выдавливание калибровка чеканка
Выполняются на универсальных и специальных кривошипных или гидравлических прессах и на различных прессах – автоматах.
При осадке усилие определяют как :
Р= qF ,
где q – удельное усилие определяемое в зависимости от геометрических параметров заготовки ,ее материала и степени деформации ; F –площадь проекции детали на плоскость , перпендикулярную направлению движения пуансона .
Осадку применяют в сочетании с другими формоизменяющими операциями , а также для предварительного деформирования заготовки , позволяющего устранить дефекты после отрезки . Применение точных по форме и размерам заготовок создает благоприятные условия для дальнейшей штамповки и повышает стойкость штампов .
Высадкой называют операцию , при которой производится осадка части заготовки . Применяют эту операцию для получения местных утолщений . Например , для получения головок болтов , винтов . заклепок на холодно-высадочных прессах автоматах .
Производительность таких автоматов достигает нескольких сотен деталей в минуту , что в десятки раз превышает производительность токарных автоматов .
Число ударов , необходимое для высадки головки болта , определяют исходя из отношения длины высаживаемой части к диаметру исходной заготовки .
За один удар без продольного изгиба заготовки можно высадить головку при отношении L/D ≤ 2,25 ; за два удара – при L/D ≤ 4,5 .
В зависимости от необходимого числа ударов применяют одно, двух , трех и четырех ударные холодновысадочные автоматы . При больших значениях L/D высадку осуществляют пуансонами с конической полостью . Однако , при свободной высадке на наружной поверхности головки появляются поверхностные дефекты . Исходя из этого :
при свободной высадке D<(2…2,5)d ;
при закрытой D<3d .
При выдавливании деформируемый материал под действием пуансона вытесняется в отверстие матрицы или в зазор между пуансоном и матрицей .
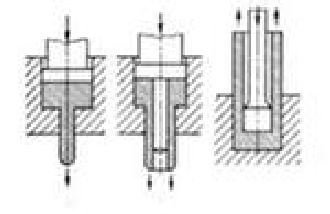
Различают : прямое , обратное и комбинированное выдавливание в зависимости от направлений течения металла и движения пуансона .
Холодным выдавливанием получают полые тонкостенные и толстостенные детали с выступами , отростками и разные фасонные детали в том числе и квадратного и прямоугольного сечений .
Степень деформации при выдавливании определяют по формуле :
ε=(1-Fд/Fз))100% ,
где Fз, Fд – площадь поперечного сечения соответственно заготовки и детали .
Так для алюминия марок А0 , А1 и А2 ε= 98% .
рямое выдавливание с небольшими степенями деформации (до 30%) часто называют редуцированием .
Усилие выдавливания : Р= qF .
На величину усилия выдавливания влияют следующие факторы :
механические свойства материала заготовки ;
степень деформации ;
состояние поверхности заготовки ;
геометрия инструмента ;
смазка .
В качестве смазки применяют :
при штамповке алюминия – 20%-ный раствор животного жира в бензоле ;
при штамповке меди и ее сплавов - животные жиры и графит ;
при штамповке стали – фосфатирование с последующим омыливанием .
Выдавливание полостей применяют главным образом при изготовлении матриц , прессформ и штампов .
Матрицы полученные таким способом , по сравнению с полученными резанием оказываются более стойкими , а трудоемкость их изготовления меньше в несколько десятков раз .
Точность полостей , полученных выдавливанием , достигает 7…8 квалитетов .
Выдавливание производят на гидравлических прессах .
Рельефной чеканкой получают на поверхности деформируемой детали точные выступы , углубления , надписи , рисунки . Ею получают детали часов , монеты , ордена . Рельеф на поверхности деформируемой детали получают в результате перераспределения материала под действием больших усилий усилий и заполнения рабочих полостей штампа . Так давление при чеканке латунных циферблатах из нержавеющей стали составляет q= 2500…3000Мпа.

Осуществляют чеканку главным образом в закрытых штампах на чеканочных прессах
