

Некоторые схемы обработки фрезерованием
3. Экономическая точность обработки при фрезеровании 9-14 квалитеты. Шероховатость Rz80 - Rz10. В ряде случаев точность может достигать 7 квалитета, при шероховатости Rz5.
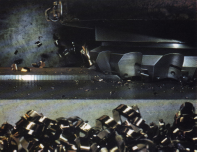
Торцовое фрезерование и различные фрезы
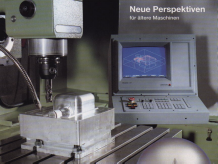

Обработка на вертикально-фрезерном станке с программным управлением и крупногабаритный продольно-фрезерный станок
Контрольные вопросы:
1.Выбор каких управляющих параметров определяет производительность обработки конкретной поверхности?
2. Почему максимально допустимое сечение срезаемого слоя одним лезвием инструмента при фрезеровании меньше, чем при точении?
3.Какие виды поверхностей невозможно обработать фрезерованием?
4.Какова достигаемая фрезерованием точность и шероховатость обработанных поверхностей?
5. В каких единицах измеряются : частота вращения фрезы, подача на зуб, глубина фрезерования, ширина фрезерования?
ОБРАБОТКА ОТВЕРСТИЙ
Обработка отверстий настолько распространенная операция, что для ее выполнения, наряду с токарными, применяются специальные станки: вертикально- и радиально-сверлильные, горизонтально-расточные, координатно-расточные, алмазно-расточные и т.д.
Наиболее сложной при обработке отверстий является операция сверления сплошного материала. В данном случае на инструмент действуют большие силы резания, но конструкция его должна обеспечить отвод большого количества стружки. Для этого на инструменте выполняют глубокие канавки, что уменьшает его жесткость и прочность. В настоящее время для сверления отверстий в сплошном материале применяют спиральные сверла (с 19-го века). Однако при обработке глубоких отверстий, при глубине более 10 диаметров, спиральные сверла не могут обеспечить выход стружки, поэтому приходится применять специальные сверла (ружейные, пушечные), в которых выход стружки обеспечивается подачей жидкости под большим давлением.
Из-за высоких нагрузок на режущие кромки, низкой жесткости инструмента, царапания стенок отверстия отводимой стружкой, сверление спиральным сверлом может обеспечить только 12-14 квалитеты точности, при шероховатости Rz40-80.
Схема
сверления спиральным сверлом и параметры
сверления
Существенное повышение точности можно получить, проводя окончательную обработку дополнительным рассверливанием. При этом можно выбрать глубину резания "t" достаточно малой, чтобы обеспечить существенно меньшие силы резания и обьем стружки, не повреж-дающий стенки обработанного отверстия.
При рассверливании точность может быть повышена до 10-12 квалитетов.
При обработке более точных отверстий , после сверления, применяют операции зенкерования и развертывания.

За счет увеличения количества режущих кромок инструмента при существенном снижении глубины резания (нагрузок) удается повысить точность отверстий - при зенкеровании до 9-10квалитетов точности (Ra 2,5 - 5), а при развертывании до 6-8 квалитетов (Rа 0,63-1,25).

