

Методы образования внутренних резьб пластическим деформированием .
Преимущества :
-
волокна не перерезаются;
-
металл получает поверхностный наклеп ;
-
повышается прочность резьбового соединения ;
-
волокна металла располагаются по профилю резьбы .
-
размеры выдавленной резьбы по сравнению с нарезанной более стабильны и укладываются в поле допуска степени точности 4Н5Н и 5Н6Н;
-
боковые стороны резьбового профиля имеют меньший параметр , чем нарезанного профиля ;
-
стойкость выдавливающего инструмента в два – десять раз выше чем при нарезании;
-
производительность увеличивается до 300% за счет исключения операции удаления стружки и увеличения окружной скорости инструмента до 30 м/мин ( вместо 8…20 м/мин при нарезании );
-
возможность получения резьб в глухих отверстиях ( ввиду отсутствия стружки ) ;
-
статическая и усталостная прочность резьбы повышается ;
-
экономия металла при получении внутренних резьб в деталях из алюминиевых сплавов , с предварительно отлитыми под резьбу отверстиями .
Недостатки особые требования:
1 к инструменту для деформирующему инструменту ;
2. к диаметрам отверстий под резьбу ;
3. к режимам деформации и смазки .
Основные способы получения внутренних резьб пластическим деформированием :
- применение самонарезающих винтов и шпилек ;
- раскатывание роликовыми головками ;
- применение бесстружечных метчиков .
Самонарезающиеся винты и шпильки имеют форму многогранника для легкого ввертывания в отверстие .Этот способ рекомендуется для ки изготавливаются из закаленной стали и имеют в поперечном сечении форму округленного ввинчивания стальных шпилек в корпусные детали из цветных сплавов .
Недостатки :
- высокая стойкость винтов и шпилек ;
- большое потребное усилие ввинчивания ;
- необходимость точного центрирования шпилек во избежание перекоса при сборке .
Роликовые головки нашли применение при получении резьб диаметром от 30 мм и выше .
Для образования более распространенных в промышленности внутренних резьб диаметром до 20 мм и шагом до 2 мм , длиной до 2 d нашли применение методы выдавливания с помощью бесстружечных метчиков .
В подготовленное отверстие ввинчивается бесстружечный метчик с профилем резьбы , соответствующей заданному профилю .
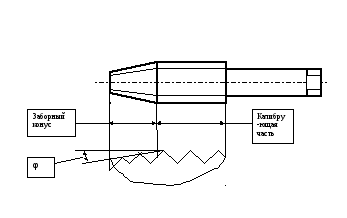
Под действием крутящего момента вершины витков конической заборной части метчика внедряются в поверхность отверстия заготовки , образуя на ней впадины резьбы , а вытесняемый металл , перемещаемый в радиальном направлении ( в зону между витками инструмента ) , постепенно увеличивает высоту резьбового профиля гайки .Т.к. в поперечном сечении метчик имеет затылованную форму , в каждый момент времени резьбовой виток на заготовке выдавливается не по всей окружности . а лишь на определенной ее части .В отличие от режущих метчиков бесстружечные не имеют на рабочей части продольных канавок , образующих режущие кромки .Угол заборной части φ рекомендуется 2…4 град – для сквозных отверстий и 7…10 град – для глухих .
Исполнительные размеры инструмента определяются по следующим формулам :
-
наружний диаметр бесстружечного метчика :
dо = (D + 0,102Р + Δо)- Δо ,
где Δо – допуск на изготовление диаметра Δо .
-
средний диаметр резьбы бесстружечного метчика :
dсрмах= (D2 +0,65b + Δ2)- Δ2 ;
dсрмин = D2 +0,65b ,
где b – допуск на D2 соответствующей степени точности , Δ2 – допцуск на изготовление диаметра dср .
-
длина заборного конуса метчика :
Ll = 0,5(d вн – dт) tgφ ;
где dт- диаметр переднего торца метчика .
-
степень точности метчика :
-
Степень точности
метчика
Н1
Н2
Н3
Н4
1G
2G
Степень точности обрабатываемой резьбы
4H
5H
6H
7H
6G
7G
Для предварительного определения диаметра отверстия под резьбовыдавливание рассчитывают :
dотв = (D – 0,6 Р ) +0,1Р,
где D – наружный диаметр выдавливаемой резьбы .
Допуски на изготовление dотв соответствуют 3…4 классу точности на изготовление резьб .Конусность и овальность dотв должна выдерживаться в пределах допуска на их изготовление , а параметр шероховатости – не ниже Rz = 40 мкм . Приемлимым процессом получения отверстий под выдавливание является сверление с направлением в кондукторной втулке . Номинальный размер спирального сверла принимают равным номинальному размеру отверстия .
Для изготовления бесстружечных метчиков применяют стали Р18 , Р9К5 , Р9Ф5 , Х12М , Х12Ф1 с твердость после термической обработки 63…66 НRС . Хвостовики изготавливают из сталей 40Х и 45Х с твердостью 37…51 НRС .
Скорость выдавливания выбирают как :
|
|
Dн , мм |
V , м/мин |
|
Для машинных метчиков (Р=2мм)
|
До 16
|
14…22
|
|
Для машинных метчиков (Р=2мм) |
Более18…27 |
20…30 |
|
Для гаечных (Р менее 1мм)
|
Менее 10
|
12…15
|
|
Для машинных метчиков (Р менее 1 мм) |
Более 10 |
10…16 |
В качестве смазки лучше всего подходит эмульсия :
Кашалотовый жир , олеиновая кислота и 40% хлорированный парафин .
Операции накатывания зубчатых профилей позволяют :
-
максимально приблизить заготовку по форме и размерам к готовому изделию ( при горячем накатывании крупномодульных зубчатых колес ) ;
-
образовывать готовый профиль зуба на детали ( холодное накатывание зубьев и шлицев );
-
выполнить операции окончательной обработки после механической обработки или предварительного накатывания вместо шевингования .
Усилие накатывания можно определить как :
Рr = рср Fк ;
рср = 2,97βσί ; β = 2(ε1-ε2)/3εί ;
Fк = [3+3,6Δh/m0,01(z1+z2-50)]mb,
Где Δh/m- величина относительного обжатия , z1,z2 – число зубьев накатного ролика и накатываемой детали .
Диаметр исходной заготовки при накатывании прямобочных шлицев :
dзаг=2(Sзаг/π)½ ;
где Sзаг – площадь поперечного сечения заготовки .
Для определения исходного диаметра заготовки при накатывании мелкомодульных зубчатых колес с эвольвентным профилем :
dзаг = mn(zκ-0,14)+(Kн±ξmn) ,
где mn – нормальный модуль ; zκ- число зубьев накатываемого колеса ; Kн- размер припуска по высоте зуба ; ξ – коэффициент высотной коррекции .
Обкатка роликом листовых заготовок на оправке .
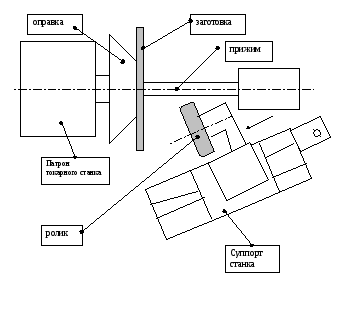
Возможности метода ограничиваются толщиной стенки в 25 мм . Диаметры получаемых тел вращения могут достигать от 10 мм до нескольких метров .Достигаемое утонение стенок – до 50% и точность – до 0,05 мм.
Достоинства метода :
- из за локального приложения нагрузки имеет место значительное снижение мощности применяемого оборудования по сравнению ,например , с операциями вытяжки;
- быстрота настройки на очередной типоразмер изделия ;
- высокая чистота наружной поверхности и точность диаметральных размеров .
Заготовками для обкатки могут быть :
- заготовки вырубаемые из листа ;
- вытянутые заготовки;
- поковки горячей объемной штамповки;
- отливки;
- сварные заготовки.
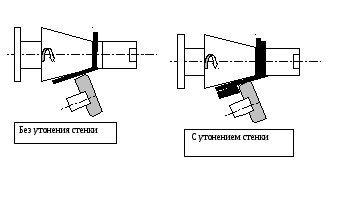
Основные схемы обкатки :
Экономическая целесообразность применения обкатки роликом :

0 1 2 3 4
1 – обкатка роликом ; 2- вытяжка в штампе .
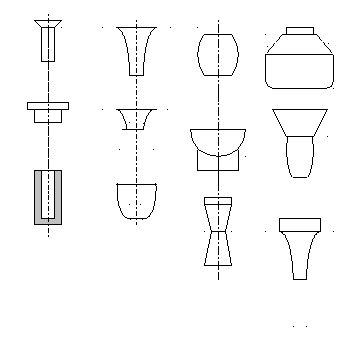
Основные конфигурации изделий получаемых обкаткой роликом :

Процессы штамповки обкатыванием позволяют деформировать наружные , внутренние и торцевые поверхности полых и сплошных металлических заготовок . При их реализации можно осуществлять формоизменяющие операции высадки , обратного и прямого выдавливания . Эти процессы могут осуществляться на установках торцевой раскатки или на сферодвижных прессователях .
На торец вращающейся заготовки 1 усилием Р воздействует цилиндрический свободно вращающийся валок 2 . В результате за каждый оборот заготовки происходит осадка выставленной из матрицы части заготовки на некоторую величину единичного обжатия (0,2…1,0 мм) . Окончательное оформление детали происходит за 10…30 оборотов . Ограничение радиального течения материала в сторону центра или перефирии с помощью оправки 4 или матрицы 3 обеспечивает получение деталей только с наружными или внутренними буртами .
Большие технологические возможности штамповки обкатыванием обеспечивает деформирующий инструмент выполненный в виде конического валка , расположенного под углом к оси вращения заготовки .Этот валок позволяет производить не только операции высадки но и обратного выдавливания , а также прямого выдавливания и раздачи . в установках для торцевой раскатки угол наклона оси вращения валка к оси вращения заготовки ψ составляет 5….15 град.






 2 γo
2
2 γo
2





 4
1
4
1






















































-
3


-
заготовка ; 2- раскатной валок (ролик ) ; 3- матрица ; 4 – оправка .
При дефомировании заготовок на сферодвижном прессователе заготовка устанавливается в неподвижной матрице , а деформирующий валок обкатывает заготовку . Угол наклона оси пуансона к оси заготовки составляет до 3 град . Процессы штамповки обкатыванием по сравнению с традиционными процессами штамповки позволяют в 10..15 раз снизить усилие деформирования . Особенно это эффективно при изготовлении низких заготовок (диаметр/высоту = 10 и более ) или для заготовок с тонкостенными элементами . В этом случае значительно снижается напряжение на контакте инструмента и заготовки .
Обычно рср = (2,5….4,0)σs ; а площадь контакта с кольцевой заготовкой :
Fк= 0,5αк (Rн²-Rвн²) ;
где αк= {2Δhitg (π/2-γo)/[Rн(1+δ/Rн)]}½+ рср/ tg (π/2-γo)/χ;
δ- смещение центра валка относительно оси заготовки ;
γo – начальный угол наклона оси валка к оси заготовки ;
χ = πЕ/[16(1 +ν²)];
Е – модуль упругости ;
ν- коэффициент Пуассона .
Низкая стоимость оснастки , незначительное время подготовки производства , использование оборудования небольшой мощности для изготовления крупногабаритных деталей дают возможность применять эти процессы и в мелкосерийном производстве .
Технологические переходы внедренного процесса получения полой детали с дном и фланцем имеют следующий вид :
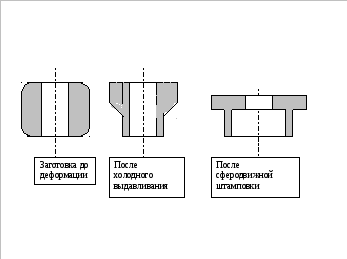
По старой технологии деталь выполнялась точением из медного прутка диаметром 75 мм на универсальном металлорежущем оборудовании . По новой технологии исходным материалом служит труба из меди марки МОб диаметром 65 мм с толщиной стенки 7,5 мм . На мерные заготовки трубы разрезают на пилах либо на токарных автоматах резцом или роликом . Затем заготовки отжигают , промывают , смазывают и направляют на операцию холодного выдавливания . Формообразование дна и фланца детали производится после холодного выдавливания без промежуточного отжига методом сферодвижной штамповки
По следующему режиму : усилие штамповки – 90 КН ,;
число колебаний пуансона – 16.
При данном процессе можно достигнуть полного закрытия в дне стакана увеличив количество колебаний до 20.
Приданной технологии экономится до 1 кг меди на одно изделие , а трудоемкость токарных работ – на 46% .

Основными деформирующими элементами штампа являются : пуансон 12 , прикрепленный тремя болтами 13 к торцу водила сферодвижного механизма , бандажированная матрица 11 , нижний пуансон 10 и упор выталкиватель 9 . Детали 2,5, 6,7 и 8 служат для крепления и центровки деформирующих элементов и размещения выталкивающего устройства , состоящего из трех стержней 4 и, трехгранной звездочки 3 и толкателя 1 , которые приводятся в действие выталкивателем пресса .