

Длительность цикла формования:
ф ПУ l * а упл 0
l - длина рабочего хода бетоноукладчика, м;
ПУ – время подачи и уборки формы с формовочного поста, мин;
- рабочая скорость бетоноукладчика, м/мин; а – количество ходок бетоноукладчика для формования изделия;
УПЛ – продолжительность уплотнения бетонной смеси, мин;
0 – затраты времени на дополнительные работы (установка верхних сеток, очистка монтажных петель, установка закладных деталей), мин.
Чтобы уточнить степень возможного совмещения операций во времени, строят циклограмму работы поста или машин, которая дает возможность найти оптимальную продолжительность цикла формования

Технологические расчеты пропарочных камер:
определение габаритов камер;
определение количества камер.
Длительность цикла тепловой обработки зависит от того, где происходит предварительная выдержка изделий: в цехе или в камере
Если предварительная выдержка изделий происходит в цехе, то требуется лишняя крановая операция, но зато уменьшается цикл оборота камеры, и увеличивается площадь цеха
Целесообразно выдержку производить в камере:
ТВО = З + В + Пр + Р
З – время загрузки изделий в камеру;В – время выдержки изделий перед ТВО;Пр – время прогрева изделий;Р – время разгрузки камеры.

з |
|
ф * nфвкам |
|
60 * nлиний |
|||
|
|
nфвкам - количество форм в камере;
nлиний - количество формовочных линий
При расчете камер ТВО необходимо учитывать, что изделия пропариваются в 3 смены, а формовочная линия работает в 2 смены. Т. е. теоретический цикл работы камеры не будет совпадать с практическим циклом
кам теор кам практ
Оборачиваемость камеры ТВО:
D практ24 кам
Уточнить цикл оборачиваемости камер, можно путем построения циклограмм работы камеры на более продолжительное время
Qкам |
|
24 *Т Г *Vизд * nиздкам |
|
кампракт |
|||
|
|
Qкам - производительность камеры;
TГ - годовой фонд рабочего времени, сут;
Vизд - объем изделия, м3;
nиздкам - количество изделий в камере.
Расчет габаритов камер:
Длина (LK):
LK n * L (n 1) *l1
n - число изделий по длине камеры; L - длина изделия;
l1 - технологические зазоры (0,35 – 0,4 м)
Ширина камеры (ВК):
BK n1 *b (n1 1) *l1
n1 - количество изделий по ширине камеры; b - ширина изделия.
Глубина камеры (высота) (НК):
H K n2 * h l1
n2 - число рядов по высоте камеры;
h - высота изделия.

Расчет количества форм:
Для расчета количества форм необходимо знать следующие данные:
количество изделий в форме;
время нахождения формы на постах;
время нахождения формы в пропарочной камере.
V 1 |
* nвформе *Т |
|
|
Qф |
изд |
изд |
Г |
|
Тоб |
|
|
|
|
|
|
Тоб Тф ТТВО Тп
Т Г - годовой фонд времени,
Vчасы;1 - объем одного
изд
изделия;ф
nизд - количество изделий в форме;Тоб - время оборота формы,
часы;Т - время нахождения форм на формовочных
ф
постах;Т - время нахождения одной формы в камере
ТВО
ТВО;Т П - длительность операций по подготовке формы к бетонированию (время распалубки, чистки, смазки, армирования и т. д.).

ТФ ф
nф * 60
ф - время формования одной формы; nф - количество формовочных постов.
Количество форм:
Nф Qзад * КР
QФ
КР - коэффициент, учитывающий количество форм в обороте (5 % форм в ремонте); КР = 1,05.
Технологический расчет мостовых кранов:
определение грузоподъемности мостового крана;
расчет количества мостовых кранов, в зависимости от затрат кранового времени

Расчет количества самоходных тележек для вывоза готовой продукции:
Nс.т. Qзад
Qс.т.
|
60 *V 1 |
* n |
изд |
*Т |
Г |
Qс.т. |
изд |
|
|
||
Тоб.т. |
|
|
|||
|
|
|
|||
Qзад - заданная
Qс.тпроизводительность;. - самоходной
тележки;V 1 - объем одного
изд
изделия, м3;
nизд - количество изделий на тележке, шт. (исходя из Т - годовой фонд рабочего времени,
грузоподъемности);Г часы;
Тоб.т.- время оборота тележки, мин
Тоб.т. Т П 2 *Тпередв Т р
Т П - время погрузки тележки,
Тмин;- время передвижения передв - время разгрузки на
тележки,Т мин; СГП,Р мин.

Тпредв L
L - расстояние, на которое перемещается
|
- скорость передвижения, м/мин, по паспорту на самоходную |
тележка, м; |
|
|
|
тележку. |
|
7.4. Производство плит пустотного настила
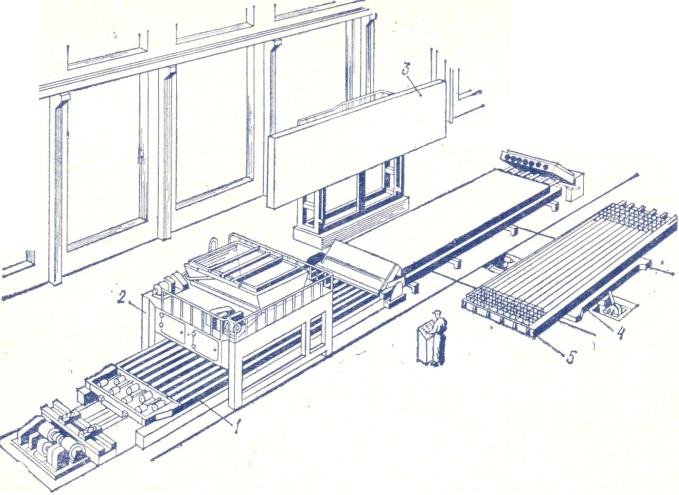
Общий вид автоматизированной формовочной установки
1 |
- формовочная машина с вибровкладышами |
3 |
- вибропригрузочный щит |
2 |
- бетоноукладчик |
4 |
- формоукладчик |
|
|
5 |
- поддон формы |