

Состав вяжущих для приготовления ячеистого бетона
|
|
Содержание компонентов в вяжущем, % |
|
|
|||
Вид |
портланд- |
известь- |
доменный |
щелочной |
камень |
двух- |
высоко- |
вяжущего |
цемент |
кипелка |
гра- |
компонент |
гипсовый |
кальци- |
основная |
|
|
|
нулиро- |
|
двуводный |
евый |
зола |
|
|
|
ванный |
|
или гипс |
силикат |
|
|
|
|
шлак |
|
полувод- |
|
|
|
|
|
|
|
ный |
|
|
Цементное |
95-100 |
0-5 |
- |
- |
- |
- |
- |
Известковое |
- |
95 |
- |
- |
5 |
- |
- |
Цементно- |
60-50 |
35-45 |
- |
- |
2-5 |
- |
- |
известковое |
|
|
|
|
|
|
|
Известково- |
12-35 |
60-85 |
- |
- |
3-5 |
- |
- |
цементное |
|
|
|
|
|
|
|
Известково- |
- |
12-15 |
80-85 |
- |
3-5 |
- |
- |
шлаковое |
|
|
|
|
|
|
|
Шлако-щелочное |
- |
- |
90-92 |
8-10 |
- |
- |
- |
Известково- |
- |
35-45 |
- |
- |
- |
не менее 30 |
- |
белитовое |
|
|
|
|
|
|
|
Высокоосновное |
- |
0-10 |
- |
- |
- |
- |
90-100 |
зольное |
|
|
|
|
|
|
|

7.5.4. Приготовление ячеистых бетонных смесей
Приготовление ячеистых бетонных смесей состоит из следующих операций:
подготовка вяжущих и кремнеземистого компонента (помол извести и песка, совместный или раздельный, домол цемента)
подготовка газообразователя или приготовления водного раствора пенообразователя
приготовление теста или раствора перемешиванием вяжущего с водой или вяжущего с кремнеземистым компонентом и водой
приготовления пены взбиванием водного раствора пенообразователя с воздухом (при получении пенобетона или пеносиликата)
получения ячеистой смеси введением в состав теста или раствора газообразователя или смешиванием его с пеной
Технологические схемы производства газобетонной смеси
Установка Количество мешалок
Стационарная 1
Передвижная |
1 |
Комбинированная 2
Выполняемые операции
Приготовление смеси и розлив в формы, перемещающиеся под мешалкой
Приготовление смеси и розлив в неподвижные формы, предварительно расставленные на стенде
Приготовление раствора в стационарной мешалке и перелив в передвижную мешалку- раздатчик для перемешивания раствора с газообразователем: розлив смеси в неподвижные формы
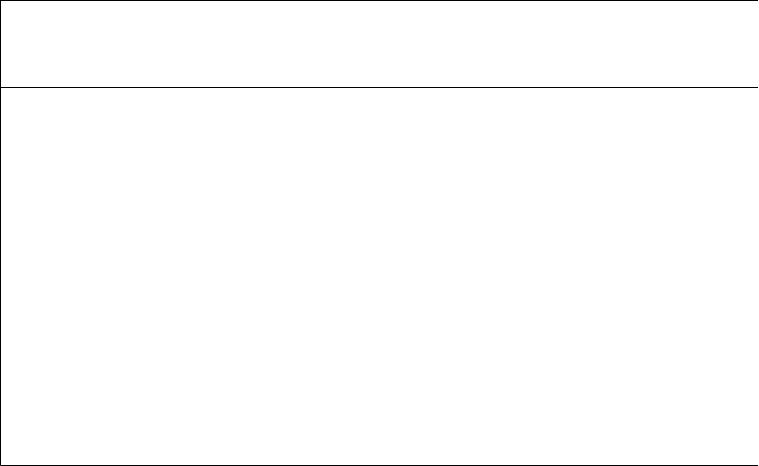
Мешалка-раздатчик газобетонной смеси СМ-353
1 |
- самоходная тележка, |
5 |
- привод механизма передвижения, |
2 |
- резервуар, |
6 |
- кабельный барабан, |
3 |
- лопастный вал, |
7 |
- пульт управления |
4 |
- привод мешалки |
|
|
Приготовление пенобетонных смесей
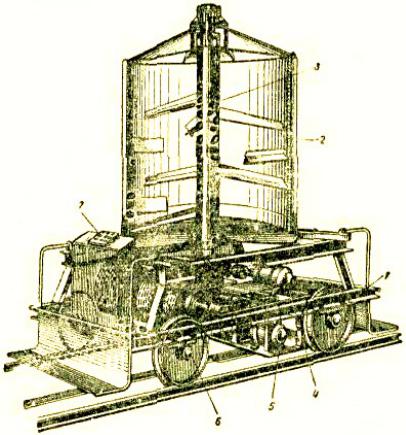
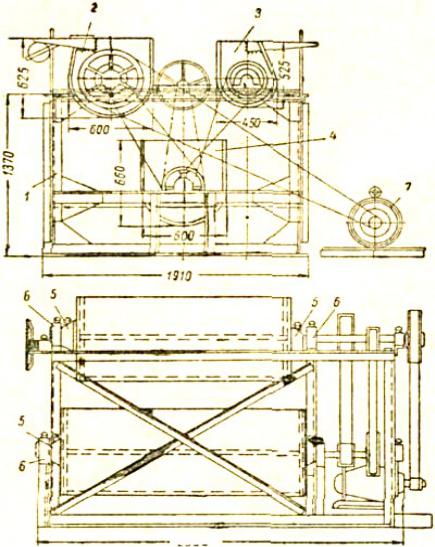
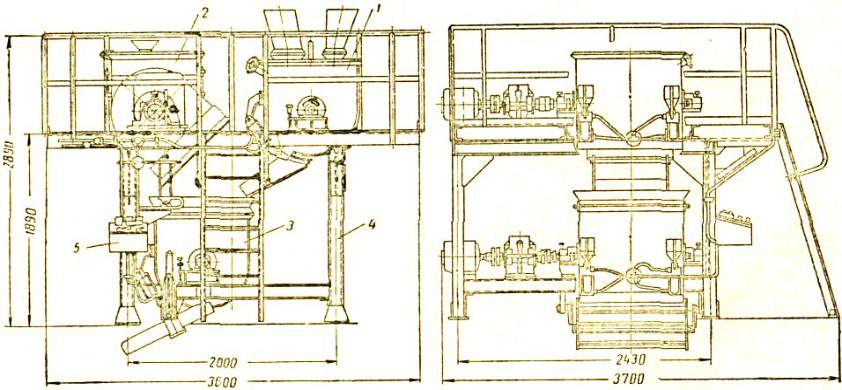
Трехбарабанная пенобетономешалка емкостью 500 л
1 - станина,
2 - барабан пеновзбивателя,
3 - растворный барабан,
4 - смеситель,
5 - полые втулки,
6 - подшипники,
7 - электромотор
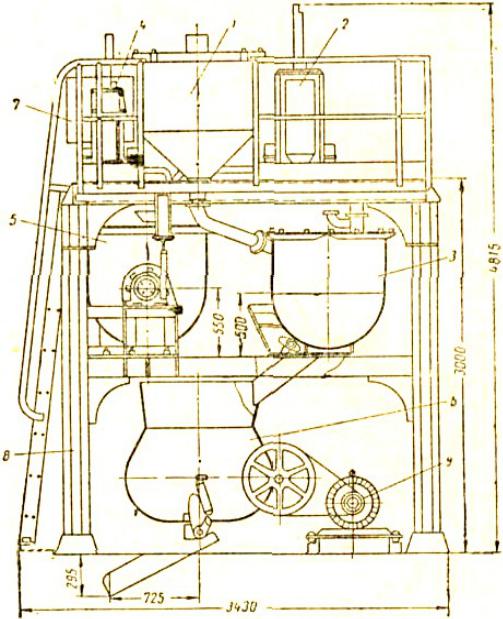
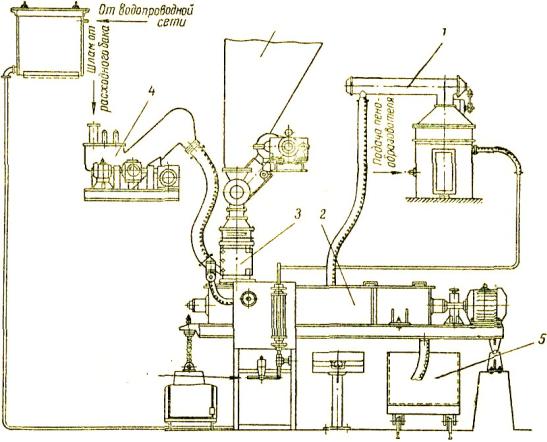
Пенобетономешалка СМ-578 емкостью 750 л
1 - дозатор шлама,
2 - дозатор воды,
3 - растворомешалка,
4 - дозатор пенообразователя;
5 - пеновзбиватель,
6 - смеситель ячеистой массы,
7 - дозатор воды для пенообразователя,
8 - рама,
9 - привод смесителя
Пенобетономешалка Л-315 емкостью 500 л
1 - растворомешалка, 2 - пеновзбиватель, 3 - смеситель ячеистой смеси, 4 - рама, 5 - пульт управления
Агрегат СМ-863 для непрерывного приготовления пеноячеистой смеси с пневмомеханическим пеногенератором
Бункер цемента
1 - пеногенератор, 2 - смеситель, 3 - дозатор цемента, 4 - дозатор шлама, 5 - выдача пеноячеистой смеси
7.5.5. Формование изделий из ячеистых бетонных смесей
Формование изделий из ячеистых бетонных смесей состоит из следующих операций:
-подготовка форм,
-подготовка и укладка арматуры,
-заливка смеси,
-предварительное выдерживание изделий,
-тепловлажностная обработка (обычно — в автоклавах),
-распалубка,
-остывание изделий,
-отделка готовых изделий,
-вывозка на склад.
Подготовка форм
Изделия из автоклавного ячеистого бетона следует формовать только в металлических формах, имеющих достаточною жесткость
Для небольших изделии целесообразно применение многосекционных форм кассетного типа, обладающих повышенной жесткостью
Подготовка форм состоит из:
-чистки,
-проверки размеров и качества рабочих поверхностей (вмятины и прочие дефекты),
-проверки герметичности сопряжений,
-смазки
Расход смазки на 1 м2 рабочей поверхности форм составляет - 400 г
Подготовка и укладка арматуры
Требования к применяемой для армировании стали, арматурном каркасам и сеткам такие же, как и на предприятиях сборного железобетона; кроме того, арматура, независимо от условий последующей эксплуатации изделий
из ячеистых бетонов, должна быть защищена от коррозии введением в состав бетона нитрита натрия или покрытием поверхности арматуры водным раствором цементно-казеиновой смеси
Нитрит натрия добавляют в воду затворения в количестве 2—3% веса цемента и извести,
Водный раствор цементно-казеиновой смеси готовят из портландцемента, казеинового клея и воды в пропорции 1 : 0,05 : 0,38 (по весу)