

8.Конвейерный способ изготовления ЖБИ
8.1.Характеристика способа.
8.2.Классификация конвейеров.
8.3.Формовочное оборудование.
8.4.Проектирование конвейерных линий.
8.5.Вибропрокатный стан.
8.1. Характеристика способа
При конвейерном производстве технологический процесс расчленяется на элементные процессы, которые одновременно выполняются на отдельных рабочих постах
Изделие (форма) перемещается от одного места к другому
Каждое рабочее место обслуживается закрепленным за ним звеном
Основное условие конвейерного производства:
ритмичность выполнения элементных операций, для этого необходимо, чтобы их длительность была одинаковой. Тогда через равные промежутки времени можно перемещать формы с одного поста на другой
Одинаковая продолжительность выполнения элементных процессов – ритм конвейера

8.2.Классификация конвейеров
Взависимости от вида движения:
периодического действия (тактовые, или шаговые) – форма на посту не перемещается
непрерывного действия (пластинчатые, цепные и т. д.) – различного вида станы
В зависимости от вида и конструкции форм:
формы – вагонетки (рельсовый конвейер)
формы перемещаются по рольгангу
формы, образующие непрерывно движущуюся ленту
Конвейерный способ предусматривает узкую специализацию операций на каждом посту. Применяется при массовом выпуске однотипных изделий

Схема двухъярусного конвейера
1 |
– подъемник; |
7 |
– зона выдерживания; |
|
2 |
– толкатель; |
8 |
– камера предварительной ТВО; |
|
3 |
– привод подъемника; |
9 |
– привод снижателя; |
|
4 |
– бетоноукладчик; |
10 |
– снижатель; |
|
5 |
– вибронасадка; |
11 |
– форма; |
|
6 |
– заглаживающее устройство; |
12 |
– камера ТВО. |
|
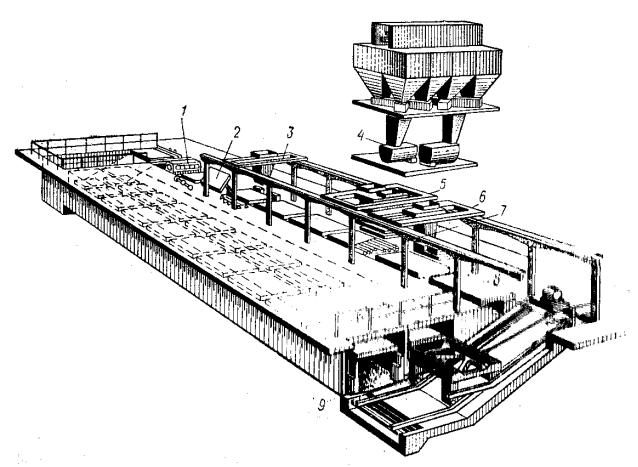
Схема наклонно-замкнутого конвейера
1 |
– шпаклевочная машина; |
6 |
– раствороукладчик с затирочным устройством; |
2 |
– кантователь; |
7 |
– виброплощадка; |
3 |
– раствороукладчик нижнего слоя; |
8 |
– поддон с изделием; |
4 |
– бетонорастворный узел-автомат; |
9 |
– щелевые камеры тепловой обработки |
5 |
– двухбункерный бетоноукладчик; |
|
|
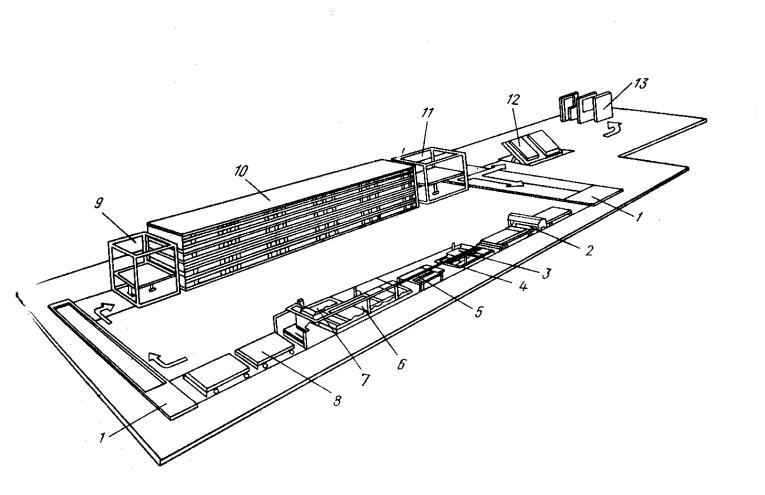
Схема конвейерной линии производства наружных стен
|
|
7 |
– бетонирование; |
|
1 |
– передаточная тележка; |
8 |
– технический контроль; |
|
2 |
– пост чистки, смазки форм; |
9 |
– подъемник многоэтажных камер ТВО; |
|
3 |
– укладка фактурного слоя; |
10 |
– камеры ТВО; |
|
4 |
– пост армирования изделий; |
11 |
– снижатель; |
|
5 |
– вибронасадка; |
12 |
– кантователь; |
|
6 |
– вибрирование с пригрузом; |
13 |
– отделение комплектации. |
|
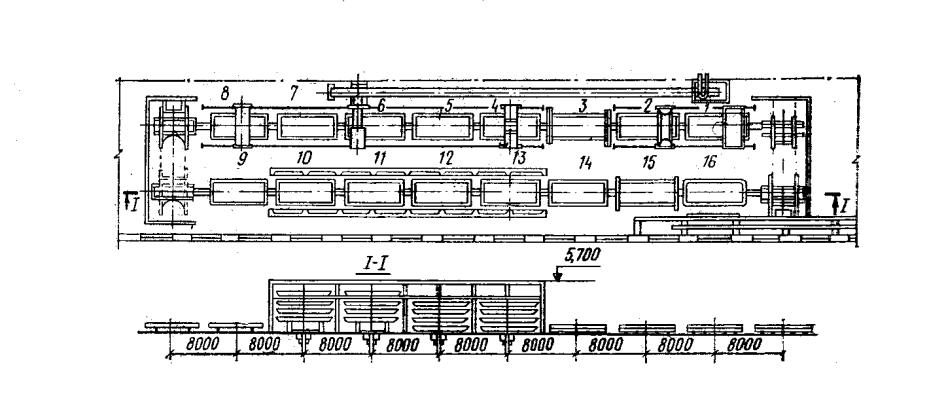
Конвейерная линия производства наружных стен
1 |
– чистка форм; |
9 – снятие вкладышей проемов; |
|
2 |
– смазка форм; |
10 |
– 13 – ТВО изделий; |
3 |
– закрывание бортов; |
14 |
– остывание изделий; |
4 |
– укладка керамических плиток; |
15 |
– раскрытие бортов формы; |
5 |
– армирование изделия; |
16 |
– кантование и навеска панелей на |
6 |
– бетонирование; |
конвейер отделки |
|
7 |
– укладка и заглаживание растворного слоя; |
|
|
8 |
– выдерживание изделий; |
|
|

8.3. Формовочное оборудование
Бетоноукладчики
Специальное оборудование – пустотообразователи при производстве пустотных плит
Специальные механизмы для установки формы на виброплощадку (опускание формы и подъем формы)
Оборудование для дополнительного уплотнения бетонной смеси
8.4. Проектирование конвейерных линий
Основные условия осуществления конвейерного производства:
расчленение технологического процесса на элементные циклы, выполняемые на отдельных рабочих постах конвейера;
равенство (кратность) затрат времени на рабочих постах принятому ритму конвейера;
расположение рабочих постов в соответствии с последовательностью технологического процесса;
перемещение форм по постам в соответствии с ритмом конвейера.
Расчет ритма конвейера:
Т
RK NГ
И
Т Г - годовой фонд рабочего времени, часы;
NИ - годовой объем выпуска изделий, м3.

Производственная мощность конвейерной линии зависит от ритма конвейера:
Qгод Т Г *Vизд1 1 * NиздФ * КВ
V 1 - объем одного изделия, м ;
изд 3
NиздФ - количество изделий в форме;
КВ - количество форм выдаваемых с конвейера в час;
Т Г - годовой фонд рабочего времени, часы.
Расчет камер ТВО:
Количество форм в камере ТВО:
N ТВО ТТВО Ф RK
ТТВО- время ТВО;
RK - ритм конвейера.