

9.Стендовый способ производства
9.1.Характеристика способа.
9.2.Классификация стендов.
9.3.Изготовление изделий на длинных стендах.
9.4.Изготовление изделий на коротких стендах.
9.5.Проектирование стендовых линий.
9.6.Недостатки стендовой технологии.

9.1. Характеристика способа
Сущность стендового способа производства
изделия изготавливаются в неподвижных формах или оборудованных для этого рабочих местах – стендах
В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, а технологическое оборудование и обслуживающие его рабочие перемещаются от одной формы на стенде к другой
Применяется для изготовления:
крупногабаритных изделий
крупнотоннажных изделий
сильноармированных конструкций
(фермы, подкрановые балки, объемные блоки)

9.2. Классификация стендов
Стенды
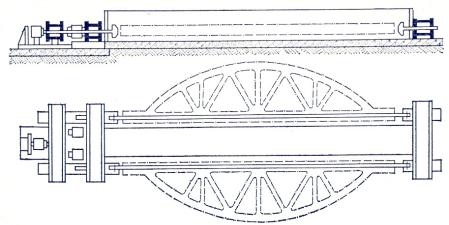
короткие
предназначены для изготовления одного изделия по длине стенда и одного – двух изделий по ширине, в горизонтальном положении: фермы, двухскатные балки
длинные
применяются при изготовлении нескольких изделий по длине стенда одновременно. Длина стендов до 100 м
пакетные
арматура заготавливается в виде пакетов, как правило заготовка арматуры располагается рядом со стендом. После чего готовый пакет арматуры переносят и укладывают в захваты формы
Изготавливают изделия с небольшими поперечными размерами и компактным расположением арматуры по сечению (сваи, опоры ЛЭП и т.д.)
Натяжение пакета арматуры осуществляется мощным гидродомкратом за один прием
протяжные
арматурную проволоку сматывают с бухт, установленных в одном конце стенда, и протягивают по всей длине стенда до другого упора
На протяжных стендах изготавливают изделия большой высоты или ширины, с большим поперечным сечением, требующих поштучного или группового натяжения стержневой арматуры (балки, прогоны, плиты)
Короткие стенды
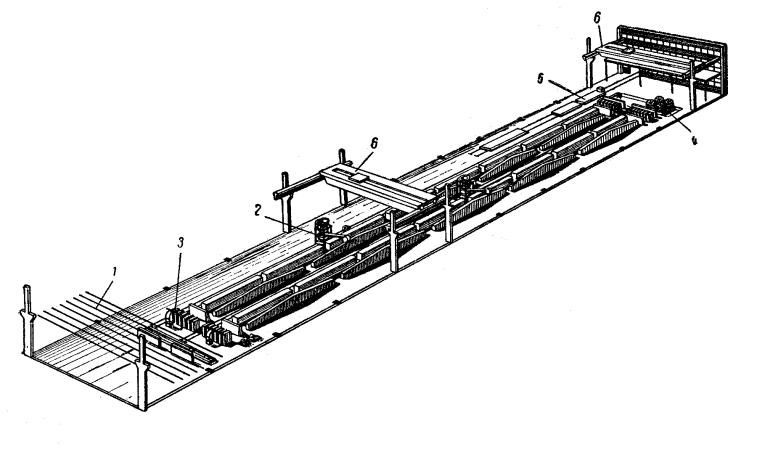
Длинные стенды
1 – эстакада подачи бетона;
2 – бетонораздатчик;
3 – гидродомкрат;
4 – бухтодержатель;
5 – самоходная тележка для вывозки готовой продукции; 6 – мостовые краны

9.3. Изготовление изделий на длинных стендах
Изготовление изделий на длинных стендах включает в себя следующие операции:
Заготовка арматурных пакетов
Установка и натяжение пакетов
Натяжение и отпуск арматуры
Установка форм и бортовой оснастки
Укладка бетонной смеси
На многих заводах сборного железобетона установлены пакетные стенды типа СМ-535 для производства предварительно-напряженных конструкций
Пакетный стенд серии СМ-535 состоит из двух формовочных линий, расположенных ниже уровня пола цеха:
мелкой, предназначенной для формования изделий небольшой высоты
заглубленной - для формования изделий высотой до 2 м
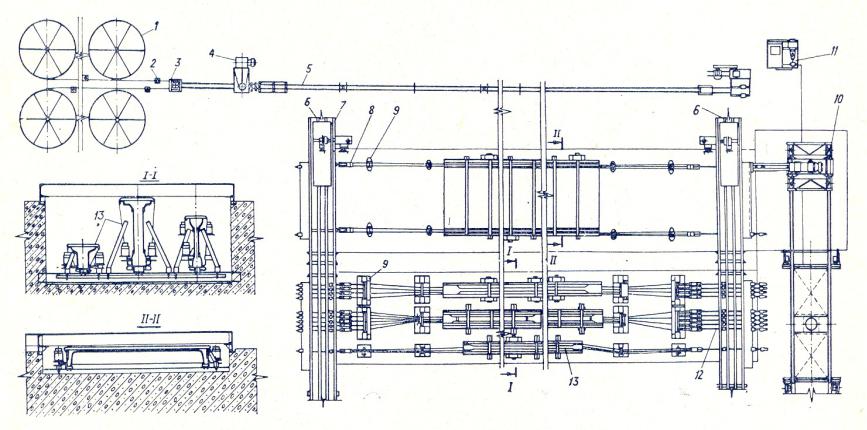
Пакетный стенд типа СМ-535
1 |
– катушка бухтодержателя; |
7 |
– упорные конструкции стенда; |
|
2 |
– направляюший ролик; |
8 |
– натяжные устройства (захваты); |
|
3 |
– тормозное устройство; |
9 |
– распределительная диафрагма; |
|
4 |
– гидравлический пресс; |
10 |
– натяжная машина; |
|
5 |
– конвейер протягивания; |
11 |
– насосная станция; |
|
6 |
– тележка для транспортирования пакетов; |
12 |
– напрягаемая арматура; |
|
|
|
13 |
– формы для изделий |
|

Конвейер для протягивания пакетов
1 – натяжное устройство; 2 – рама; 3 – каретка; 4 - привод
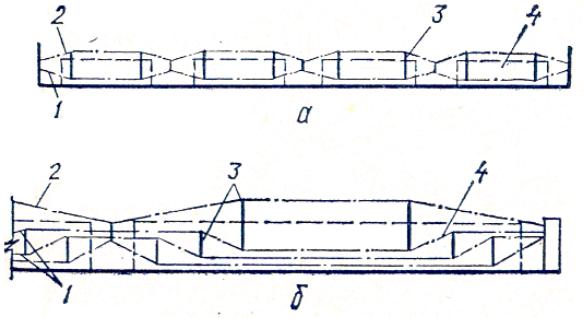
Схема отгибания арматуры без приложения вертикальных сил к основанию стенда
а – однорядный отгиб; б - многорядный отгиб;
1 – рабочая арматура; 2 – монтажная арматура; 3 – распорка; 4 – железобетонное изделие

Механизированная раскладка прядевой арматуры
1 |
– тележка с бухтодержателем; |
5 |
– подвижная часть полиспаста; |
2 |
– упоры формы; |
6 |
– крюк крана; |
3 |
– лебедка для запасовки пряди; |
7 |
– натяжной домкрат; |
4 |
– неподвижная часть полиспаста; |
8 |
– устройство для группового натяжения арматуры; |
|
|
9 |
– лебедка |