

7.Агрегатно-поточный способ производства
7.1.Характеристика способа.
7.2.Схема организации линии.
7.3.Проектирование агрегатно-поточного производства.
7.4.Производство плит пустотного настила при агрегатно-поточной технологии.
7.5.Производство изделий из ячеистых бетонов.

7.1. Характеристика способа
Агрегатно-поточный способ производства
это метод производства ЖБИ с перемещением форм с одного поста на другой, на которых выполняются определенные виды операций
Перемещение форм осуществляется мостовыми кранами
При агрегатно-поточном способе производства ЖБИ капиталовложения ниже чем у конвейерного способа, но выше чем у стендового, а трудозатраты выше чем у конвейерного способа, но ниже чем у стендового.
7.2. Схема организации линии
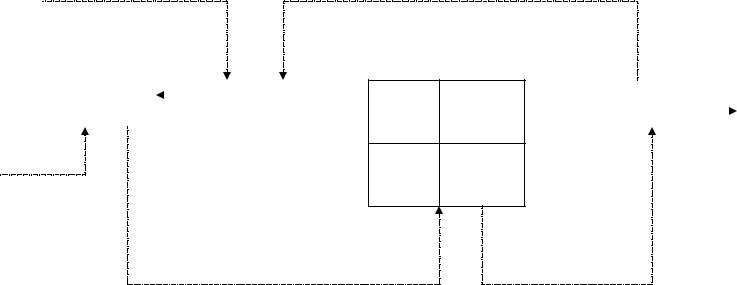
1). Типовая линия
А |
Ф1 |
Ф2
4 |
|
|
3 |
6 |
1,2 |
И |
|
|
|
||||||
|
|
|
|
|
|
|
|
Б
Ф3 |
Ф4 |
1 |
– распалубка изделий; |
А – подача арматуры; |
|
2 |
– чистка, смазка формы; |
Б – подача бетонной смеси; |
|
3 |
– укладка арматуры (пост армирования изделия); |
И – выдача изделия на склад; |
|
4 |
– формование изделия (пост формовки); |
Ф1 |
– перемещение формы; |
5 |
– доводка изделия; |
Ф2 |
– перемещение формы с арматурой на пост |
6 |
– ТВО |
формования; |
|
|
|
||
|
|
Ф3 |
– перемещение формы в камеру ТВО; |
|
|
Ф4 |
– перемещение формы на пост распалубки |
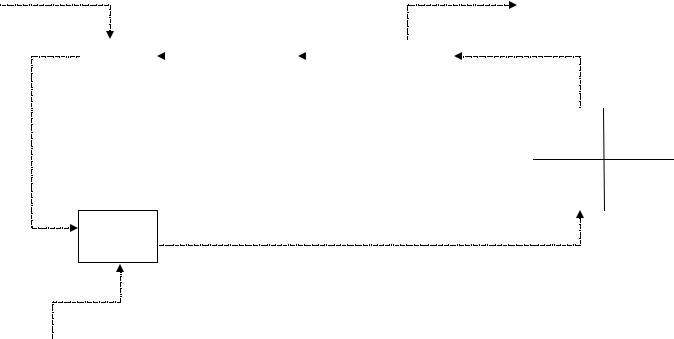
2). Схема с операционным роликовым рольгангом
А |
|
|
|
|
|
|
|
И |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
2 |
|
|
1 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
4
Б
1 |
– распалубка изделий; |
А – подача арматуры; |
2 |
– чистка, смазка формы; |
Б – подача бетонной смеси; |
3 |
– укладка арматуры (пост армирования изделия); |
И – выдача изделия на склад |
4 |
– формование изделия (пост формовки); |
|
6 |
– ТВО; |
|
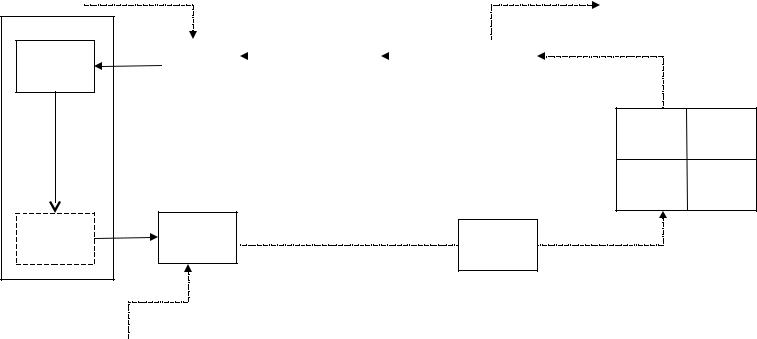
3). Двухветвевая с передаточной тележкой
А |
7 |
Б |
И
3 |
|
|
2 |
|
|
1 |
|
|
|
|
|||
|
|
|
|
|
|
|
6
4 |
5 |
|
1 |
– распалубка изделий; |
А – подача арматуры; |
2 |
– чистка, смазка формы; |
Б – подача бетонной смеси; |
3 |
– укладка арматуры (пост армирования изделия); |
И – выдача изделия на склад |
4 |
– формование изделия (пост формовки); |
|
5 |
– доводка изделия; |
|
6 |
– ТВО; |
|
7 |
– передаточная тележка |
|

Некоторые операции при поточно-агрегатном способе производства выполняются одновременно (параллельно), например:
распалубка, осмотр изделий, подготовка форм совмещается по времени с формованием
Оборудование, используемое при агрегатно-поточном способе производства ЖБИ
мостовые краны (как правило, в пролете два мостовых крана: один задействован на отгрузке изделий на склад СГП; второй задействован на формовании изделий)
самоходные тележки для вывоза готовой продукции на склад
виброплощадки
специальные формовочные машины (штампы, центрифуги, прессы, пустотообразующие машины)
бетоноукладчики
рольганги
формоукладчики

7.3. Проектирование агрегатно-поточного производства
Технологические расчеты включают:
установление перечня и последовательности выполнения операций;
установление продолжительности и условий выполнения операций;
определение числа постов и времени выполнения операций на каждом посту.
При этом необходимо учитывать требования специализации постов, параллельности выполнения работ на постах, пропорциональности затрат времени и прямоточности
потока:
1,2 |
|
3 |
|
4 |
Т.е. готовность изделия через 20 мин |
|
|
|
|
|
|
|
|
|
|
|
|
15 мин. |
12 мин. |
20 мин. |
1 – распалубка изделий;
2 – чистка, смазка формы;
3 – укладка арматуры (пост армирования изделия);
4 – формование изделия (пост формовки)

Пропорциональность времени:
4
1,2 |
3 |
15 мин.
4
Т. е. готовность изделия через 15 минут.
15 мин. |
12 мин. |
30 мин. |
1 – распалубка изделий;
2 – чистка, смазка формы;
3 – укладка арматуры (пост армирования изделия);
4 – формование изделия (пост формовки)

Расчет числа постов технологической линии:
NФ Qзад
Qф
Q 60 *Т Г *V 1 |
* nф |
|
Ф |
ф |
из |
|
|
|
Nф |
Q * ф |
|
60 *Т Г *V 1 * nизф |
||
|
nизф - количество изделий в форме, шт; Nф – число формовочных постов;
Q – заданная производительность (годовая), м3;ф – время формования, мин;
Тг – годовой фонд рабочего времени, ч; V – объем изделия (одного), м3;

Например: |
|
|
|
|
V |
= 2 м3; |
|
|
|
изд |
|
|
|
|
nизф |
= 1шт |
|
|
|
ф = 17 мин; |
|
|
|
|
Тг = 253 суток (с учетом Кисп оборудования); |
|
|||
Qзад = 40000 м3/год; |
|
|
|
|
Тг = 253 * 8 * 2 = 4048 (часов); |
|
|
||
8 – количество рабочих часов в смену; |
|
|||
2 – количество смен; |
|
|
|
|
|
Qф |
60 * 4048 |
* 2 *1 28574 |
(м3/год); |
|
|
17 |
|
|
60 * 4048
17
NФ |
Qзад |
40000 |
1,4 |
|
Qф |
28574 |
|||
|
|
количество формовок в год;
в данном случае необходимо принять 2 поста