

11. Подсистемы комплексной автоматизации производства
11.1 Подсистема автоматизированной технологической подготовки производства (тпп).
Технологической подготовки производства (ТПП) складывается из:
проектирования заготовки
проектирование технологического процесса
разработка управляющих программ
разработка приспособлений для режущего и измерительного инструмента.
Данная код – система предполагает наличие на производстве автоматизированного рабочего места (АРМ) технолога и конструктора. Под системой ТПП должна строиться как интегральная находящейся под управлением метоманиторной системой. Система включает в себя:
систематизированное программное обеспечение
функциональные подсистемы
Систематизированное программное обеспечение – это база данных метоманиторной системы. Функциональные подсистемы – это информационно поисковая система, проектирование заготовок, проектирование технологического процесса, подготовка управляющих программ и проектирования средств технологического обеспечения.
11.2 Подсистема планирования
Планирование можно рассматривать программирование гибкого автоматизированного производства в заданном временном отрезке. Эта задача решается частично автоматически и частично ручным трудом. Результаты планирования должны в управление подсистемы нижнего уровня и документально выражается сменно–суточными заданиями выдаваемые обслуживающему персоналу (основной и вспомогательный); (станочники и наладчики).
В задании станочника указывается, какую партию деталей и в какое время надо начинать обрабатывать и в, какое, время закончить. В задании наладчиков указывается, какое оборудование и в какое время необходимо переналадить и на какую деталь. Параллельно вырабатывается задание транспортной системе – в какое время должны поступить заготовки на рабочее место и в какое время необходимо забрать необходимые детали. Если необходимая переналадка то в заданное время должна поступить новая оснастка. Планирование должно предусматривать своевременную смену инструмента путем подачи с инструментального склада и отправки старого инструмента. Исполнителем этих заданий является транспортно–складная система.
11.3 Подсистема диспетчирования.
Диспетчирование можно рассматривать как средство адаптирования календарного плана моментального портрета производственной ситуации. Подсистема диспетчирования должна действовать в реальном времени в отличии от планирования.
Система планирования вырабатывает начальные задачи, а система диспетчирования осуществляет текущее перепланирование в соответствии с сигналами обратной связи и вырабатывает корректирование заданий.
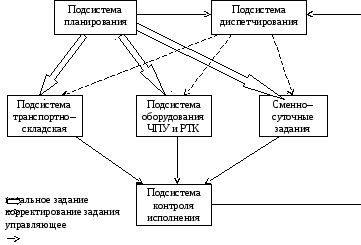
Рисунок 16
Подсистема планирования передает задания в автоматическом режиме и документально. Рассогласование между заданием и исполнителем улавливается подсистемой контроля и через каналы обратной связи попадает на вход диспетчирования, где происходит перепланирование и выработка корректирующих заданий. Если ситуация не решается в автоматическом режиме то система переходит в диалоговый режим.