

7. Второй уровень автоматизации производства
Центральной проблемой является автоматизация межоперационной транспортировки заготовок, полуфабрикатов, готовых изделий. Если эта проблема решена, то появляется возможность объединить в единую производственную систему несколько рабочих машин.
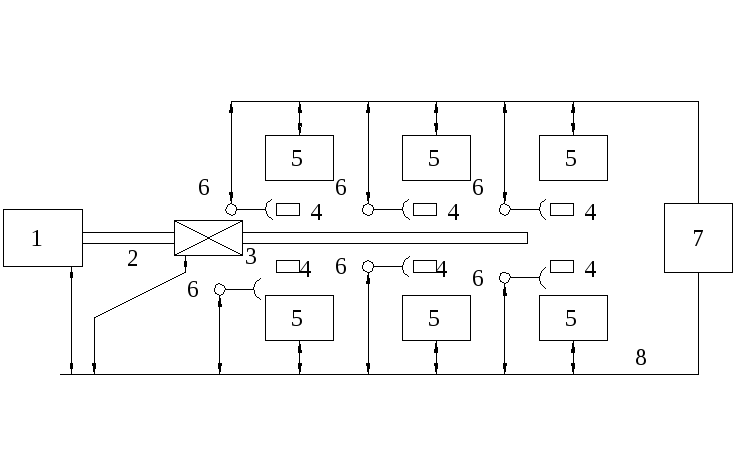
Рисунок 8
групповой накопитель;
транспортная линия;
трансманипулятор;
погрузочно-разгрузочные позиции (приемные столы);
рабочие машины;
роботы или операторы;
система управления
Производственная система (ПС) – совокупность несколько рабочих машин, связанных между собой единым материальным потоком и единой информационно-управляющей системой.
ПС можно классифицировать по различным признакам, например:
по типу транспортной системы
по типу материальных потоков
по типу системы управления
по типу рабочих машин и т. д.
Частными случаями ПС являются:
Автоматические линии – это произв. системы, которые жестко настроены на выпуск одного изделия или ограниченной группы изделий. В последнем случае требуется переналадка автомат. линии. По типу рабочих машин можно различать автоматические линии спец. станков, агрегатных станков, роторные линии и т.д.
В качестве систем управления автоматическими линиями используются механические системы (кулачковые, командоаппараты, системы управления с упорами). На основе автоматических линий осуществляется автоматизация массового и крупносерийного производства. В машиностроении оно составляет 10-20%.
8. Гпс – гибкая производственная система (fms)
Гибкая производственна система или ГАП – это совокупность программно-переналаживаемого технологического и транспортно-складского оборудования и роботов, объединенных общей системой управления, предназначается для изготовления в автоматическом режиме изделий измеряющихся по конструкции и серийности, но сохраняющих некоторые технологическое подобие. Основой ГПС является технолог. оборудование с программным управлением. При этом различают 3 вида систем программного управления:
специализированные устройства программного управления (NC).
Системы программного управления на базе микро-ЭВМ (СNС).
Системы прямого цифрового управления (DNC).
Системы этого класса, т.е. DNC-системы представляют собой совокупность нескольких единиц программно-управляемого оборудования, управляемых от единой ЭВМ. При созданииDNCсистем необходимо решить проблему информационной совместимости локальных систем управления отдельными единицами оборудования. В этом случае должна быть создана информационно-вычислительная сеть.
9. Промышленные роботы
Имеют большое значение в создании ГАП. Используются для автоматизации:
транспортных;
погрузочно-разгрузочных работ;
других вспомогательных операций.
Обобщенная структурная схема:
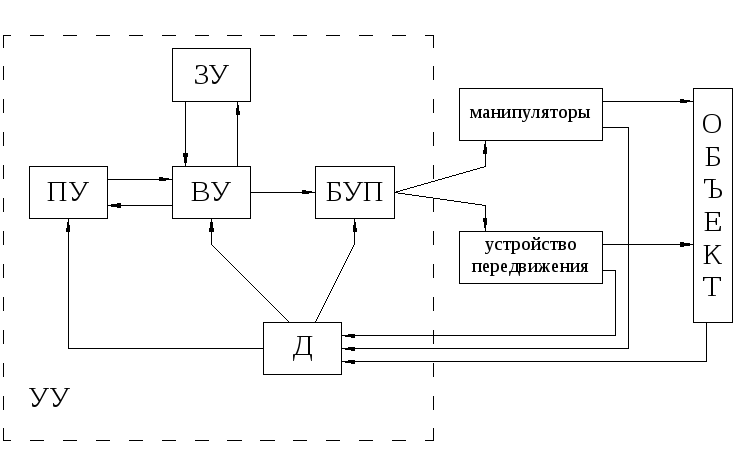
Рисунок 9
ПР имеет 3 составные части:
манипуляторы (механические руки с соответствующим числом степеней свободы);
устройства передвижения;
устройства управления состоит из:
ПУ – пульт управления;
ВУ – вычислительное устройство;
ЗУ – запоминающее устройство;
БУП – блок управления привозами;
Д – датчики обратной связи.
Это система логического управления.
Различают по типу системы управления 3 поколений роботов:
роботы с жестким программным управлением;
очувствленные роботы, имеют датчики для измерения параметров окружающей среды. Например, механическое зрение. Очувствленный робот может гибко менять программу своих действий.
интеллектуальные роботы (с системой искусственного интеллекта). Особенность – наличие высокоразвитой базы знаний. Формализованное представление различных закономерностей предметной области (аксиомы, правила, выводы, решения).