

Федеральное агентство по образованию
Российской Федерации.
Новгородский государственный университет
им. Ярослава Мудрого.
Никуленков О.В.
Основы автоматизации производственных процессов
в машиностроении
Великий Новгород
2005г.
УДК 621.
Рецензенты:
К.т.н., доцент кафедры «Технология машиностроения» К.А.Бордашев
К.т.н., доцент кафедры «Технология машиностроения» И.В.Швецов
Библиогр. –
Одобрено к изданию на заседании кафедры ТМ
Протокол № от «__»___________200__
Основы автоматизация производственных процессов в машиностроении. Учебное пособие для студентов специальности 120100 – «Технология машиностроения», магистров. НовГУ им. Я.Мудрого, В.Новгород, 2005г. 30с.
©Новгородский государственный университет, 2001г.
©О.В.Никуленков,2001г.
Основы автоматики и автоматизации производственных процессов
1.1 Введение
Автоматизация производства – это комплекс мер по разработке высокоинтенсивных систем процессов и создание на их основе высокопроизводительных средств производства, выполняющих основные и вспомогательные операции без непосредственного участия человека.
Современный этап развития IIIНТР характеризуется передачей от человека к машине функций управления. Главное направление этого этапа - комплекс автоматизация производства на основе использования ЭВМ, а также контроля и управления.
Устройство, агрегат, машина и т.п. называется автоматами, если они выполняют свои функции без непосредственного участия человека.
Внедрение устройств в любой процесс называется автоматизацией.
Понятие автоматизации связано с понятием механизации. Сущность механизации заключается во внедрении машин в производство и др. операции, связанные с затратами физического труда человека. Механизация освобождает человека от физической работы, сохраняя за ним функции управления работой машин и контроля за результатами этой работы. При автоматизации контроль и управление осуществляет машины. Человек осуществляет наладку, настройку, общее наблюдение. ГОСТ 14.39-74 оценивает степень автоматизации производства по 3-м параметрам:
ступень автоматизации производства;
вид автоматизации;
категория автоматизации.
Существует 10 ступеней автоматизации:
автоматизация отдельных технолог. операций;
автоматизация технологических процессов;
автоматизация участков;
автоматизация цехов;
автоматизация группы цехов;
автоматизация завода;
автоматизация промышленных объединений;
автоматизация региона;
автоматизация отрасли;
автоматизация системы отраслей.
Виды автоматизации:
единичная автоматизация отдельного элемента какой-либо ступени;
комплексная автоматизация, различают:
2.1. неполную комплексную автоматизацию (при автоматизации нескольких ступеней),
2.2. полную комплексную автоматизацию.
Уровень автоматизации оценивается коэффициентом :
= tпм–tча /tпм – tпа
tпм - трудоемкость изучения изделия при полной механизации
tпа - трудоемкость изучения изделия при полной автоматизации
trа - трудоемкость при частичной автоматизации.
Категории автоматизации:
нулевая автоматизация ~ 0-0,01
низкая автоматизация ~ 0,01-0,25
малая автоматизация ~ 0,45-0,6
средняя автоматизация ~ 0,45-0,6
большая автоматизация ~ 0,6-0,75
повышенная автоматизация до 0,9
высокая автоматизация до 0,99
полная автоматизация = 1.
Особенности автоматизации в машиностроении связаны со следующими показателями:
дискретный характер производства
сложный предмет труда
разнообразный и сложный инструмент, который используется при обработке детали
мелкосерийность производства (до 75-80 %)
2. Понятие об асутп (автоматический системе управления технологическими процессами)
В настоящее время на основе использования управляющих вычислительных машин создаются системы управления сложными объектами:
группой взаимосвязанных станков с ЧПУ;
производственный участок, который помимо станков с ЧПУ может содержать транспортные системы, накопители, системы автоматической подачи инструмента, удаления отходов и т.п.
автоматические цеха и заводы в целом, где могут быть автоматические склады для хранения материалов, полуфабрикатов, готовых изделий и т.п.
В таких сложных объектах необходимо управлять не только отдельными единицами оборудования, но и технологическими процессами в целом. Возникает необходимость построения сложной иерархической системы управления. Укрупненная структурная схема подобной системы имеет следующий вид:
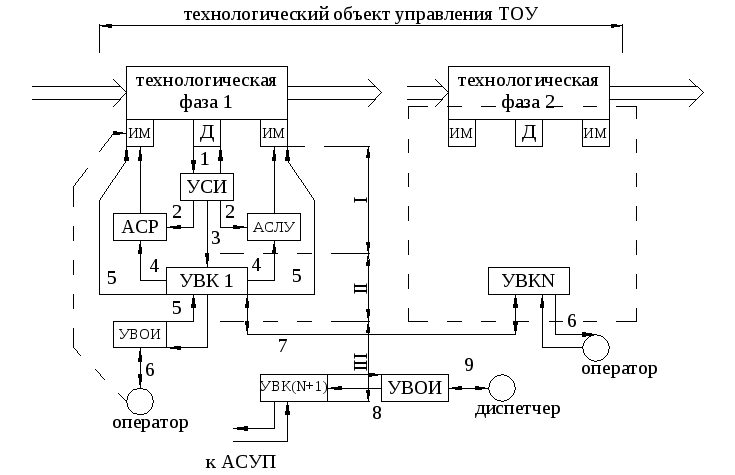
Рисунок 1
Технологический объект управления (ТОУ) это совокупность технологического и вспомогательного оборудования, реализующего различие фазы технологического процесса.
Система управления оборудованием и техпроцессом в целом реализуемая с обязательным использованием ЭВМ, но требующая также и участия человека (напр. оператора, диспетчера и т.п.) называемая автоматическая система управления техпроцессом АСУТП в настоящее время чаще всего строится как трехуровневая иерархическая система.
I– уровень локального управления отдельными единицами оборудования (станок). Соответствующие технические средства используются на этом уровне называется средствами локальной автоматики (датчики информации, регуляторы, системы ЧПУ, логические контроллеры, средства сигнализации, блокировки и т.п.)
II– уровень группового управления взаимосвязанными в ходе технологического процесса единицами оборудования. Например: если один робот обслуживает несколько станков, то нужно иметь единую систему управления для координации работ всех этих единиц оборудования. Технической базой для систем управления на этом уровне являются в настоящее время микроЭВМ (например «Электроника-60М», «Электроника НЦ-80» и т.д.). УВК-1-N– управляющие вычислительные комплексы УВК от устройств сбора информации (УСИ) поступает информация (3) о текущем состоянии управляемого объекта. Основная задача, решаемая на этом уровне – это оперативно диспетчерское управление взаимодействсвующим оборудованием (выработка логических команд по каналу (4). Возможно на этом уровне производится расчет установок регулятора технологического режима. В некоторых случаях УВК может воздействовать на исполнительные механизма (по каналу 5) минуя средства локальной автоматики. Такой режим работы УВК называется цифровым управлением. Воздействие по каналам 4 и 4' т.е. через посредство локальной автоматики называется режимом супервизорного управления. Возможен и третий режим работы УВК – информационно-соответствующий. В этом случае могут отсутствовать связи: 4,4`, 5. УВК вырабатывает рекомендации оператору (подаваемые по каналу 6), а воздействие на средства автоматики или на исполнительные механизма оказывает человек.
III- уровень реализует управление технологическим процессом в целом. Технической базой этого уровня является миниЭВМ типа СМ-4 (или аналогичные) соответствующие УВК (N+1) через информационную сеть (канал 7) связан с УВКIIуровня. Через устройство ввода и отображения информации связаны с диспетчером производства, а по каналу 8 с вычислительным управлением (АСУП).