

книги из ГПНТБ / Шнейдер, Юрий Григорьевич. Холодная бесштамповая обработка точных деталей давлением
.pdfобразцов, обработанных дополнительно тонким полированием, а пре дел выносливости образца, испытанного в морской воде, составляет
всего лишь |
13% |
от предела выносливости образца, испытанного |
на воздухе |
[5 ]. |
полирование, применяемые обычно для устране |
Шлифование и |
||
ния концентраторов напряжения, не могут полностью устранить дефекты поверхности, на которой сохраняются микроскопические риски и надрезы.
Кроме того, подобные техноло
гические |
процессы приводят |
к |
|
|
|
|
|
||
образованию в поверхностном слое |
|
|
|
|
|||||
металла значительных по вели |
|
|
|
|
|||||
чине растягивающих напряжений, |
|
|
|
|
|
||||
оказывающих отрицательное влия |
|
|
|
|
|||||
ние на прочностные свойства |
ме |
|
|
|
|
||||
талла. |
|
|
|
|
|
|
|
|
|
По Н. Н. Давиденкову, оста |
|
|
|
|
|||||
точные |
напряжения |
|
|
|
|
|
|||
в металле складываются из трех |
|
|
|
|
|
||||
частей: |
|
|
|
|
|
|
|
|
|
о = О1 + а2 + а3, |
|
|
|
|
|
|
|
||
где ах—напряжения |
во |
всем |
|
|
|
|
|
||
объеме изделия (за счет |
|
|
|
|
|
||||
неоднородности металла, |
Фиг. 7. Изменение предела усталости |
||||||||
термической |
обработки |
||||||||
и т. д.); |
|
|
|
при изгибе стальных образцов, поверх |
|||||
|
|
|
|
ность |
которых: |
|
|||
а 2—напряжения, |
снимаемые |
1 — полирована; |
2— шлифована; |
3 — обо |
|||||
по мере удаления тонких |
драна; |
4 — имеет |
царапину |
(насечку); |
|||||
поверхностных слоев; |
|
5 — прокатана; 6 — подвергнута |
коррозии |
||||||
|
в пресной воде; |
7 — подвергнута корро |
|||||||
а3 — поправка на влияниесня- |
|
зии в |
морской воде. |
|
|||||
тия поверхностных слоев. |
точении |
ах и |
а3 |
незначительны |
|||||
Опыты |
показывают, |
что |
при |
||||||
(от 1 до 3% от а) по сравнению с а2 (96 -н 97% от а). Остаточные напряжения а2, возникающие при обработке резанием, являются
результатом действия двух факторов — механического (усилия реза ния) и теплового (теплота, выделяемая при резании) и могут быть
как растягивающими, так и сжимающими.
Усталостные разрушения происходят в зоне действия максималь
ных растягивающих напряжений, поэтому технологические про
цессы, сопровождающиеся их образованием, приводят к снижению усталостной прочности металла.
Для прочности реальных деталей, однако, важен не только знак
остаточных напряжений, но и эпюра распределения напряжений по глубине. Одинаковые остаточные напряжения могут оказывать
различное влияние на прочность детали в зависимости от того, какое напряжение деталь испытывает в рабочих условиях.
На фиг. 8 [4 ] показаны совместные эпюры остаточных напряжений в цилиндрических образцах от механической обработки и эксплуата-
2* |
19 |
ции. В нижней части каждой схемы приведены одинаковые эпюры
напряжений, получившиеся в результате механической обработки; в верхней части — эпюры напряжений, возникших от деформиро
вания образца I на изгиб и образца II — на растяжение, а также суммарная эпюра как от деформирования, так и от механической обработки. Эпюры напряжений при изгибе и растяжении опреде
ляются на обеих схемах линиями АВ, а суммарные эпюры — линиями CDE. Если при изгибе (эпюра I) механическая обработка,
снизив опасные напряжения растяжения на поверхности образца
на величину АС, способствовала повышению прочности, то при растяжении (эпюра II) она привела к увеличению растягивающих напряжений на величину а, т. е. снизила прочность образца.
|
|
I |
И |
Механическая |
обработка |
реза |
||||||
|
|
нием |
при |
обычных |
условиях х |
веде |
||||||
|
|
|
|
ния |
процесса |
чаще |
всего приводит |
|||||
|
|
|
|
к образованию растягивающих напря |
||||||||
|
|
|
|
жений. |
В |
сочетании |
со значитель |
|||||
|
|
|
|
ными по глубине рисками это сни |
||||||||
|
|
|
|
жает |
|
прочность |
обрабатываемого |
|||||
|
|
|
|
материала. Правда, отдельные иссле |
||||||||
|
|
|
|
дования |
[4 ] |
показывают, что |
при |
|||||
|
|
|
|
определенных |
условиях |
резания |
||||||
|
|
|
|
можно значительно снизить величину |
||||||||
|
|
|
|
растягивающих напряжений и даже |
||||||||
|
|
|
|
добиться перехода их в напряжения |
||||||||
Фиг. |
8. |
Совместные |
эпюры оста |
сжатия |
(например, |
при точении со |
||||||
скоростью |
свыше 300 ч- 500 |
м/мин |
||||||||||
точных напряжений от механиче |
резцами с |
отрицательным передним |
||||||||||
ской |
обработки и эксплуатации: |
|||||||||||
I — от |
изгиба; II — от |
эксплуатации. |
углом —30°). |
Однако |
эти |
условия |
||||||
ства |
|
не всегда |
могут быть |
пока не характерны для производ- |
||||||||
и |
осуществлены. |
Кроме |
того, |
макро- |
||||||||
и микрогеометрические погрешности поверхности при механической
обработке резанием бывают |
столь значительны, |
что сводят на |
|
нет |
упрочнение, достигаемое |
за счет применения |
высокоскорост |
ных |
режимов резания. |
|
|
Такие наиболее широко применяемые технологические процессы, как шлифование и полирование, также не всегда являются эффектив ным средством повышения прочности (в особенности усталостной),
а в некоторых случаях могут оказаться не столько полезным, сколько вредным.
Даже при нормальном ведении процесса шлифования неблаго приятные внутренние растягивающие напряжения поверхностных слоев металла могут достигать значительной величины. В результате сильного местного нагрева и отпуска при шлифовании галтелей и мест изменения сечения детали, наиболее опасных при воздействии растягивающих напряжений, теряются высокие физико-механические свойства металла, достигнутые термической обработкой. Внутренние
напряжения такого же характера, ’ как и при шлифовании, но несколько меньшие, имеют место при полировании шлифовальной
20
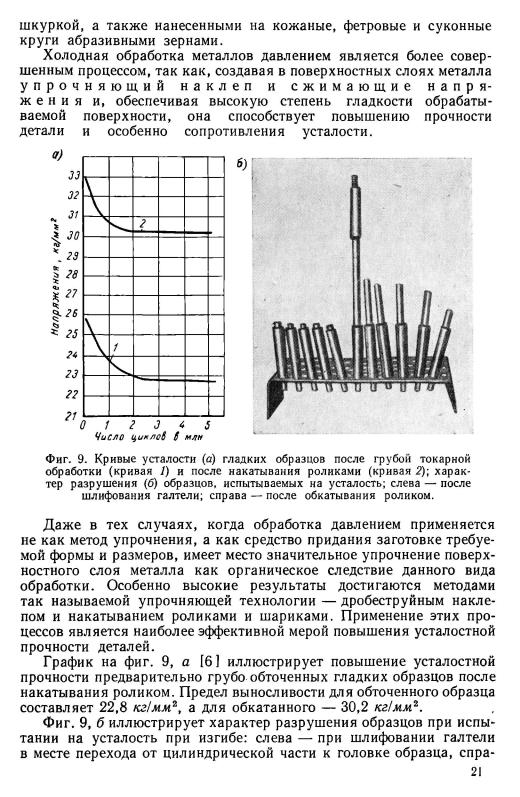
ва — после обкатывания галтели роликом. Испытания на усталость при изгибе выявили, что даже при тщательном шлифовании галтели разрушение образца часто происходит у его головки. Упрочнение поверхности галтели обкатыванием роликами полностью устраняет подобные явления.
Степень и глубина наклепа также оказывают
существенное влияние на эксплуатационные свойства металла. Характер влияния наклепа при холодной деформации металлов на различные их свойства показан ранее (фиг. 4). С увеличением степени деформации и наклепа снижаются ударное сопротивление
и |
удлинение металла, но значительно повышаются его твердость |
и |
предел прочности. |
|
Большинство исследователей объясняют повышение усталостной |
прочности металла в результате применения методов упрочняющей технологии не только созданием в поверхностных слоях напряжений сжатия, но и значительным по степени и глубине наклепом, сопро вождающим процессы дробеструйной обработки, накатывания шари ками, роликами и т. п.
Наклеп поверхности имеет место как при резании, так и при обра ботке давлением, однако в последнем случае степень и глубина наклепа, а также стабильность его по глубине значительно выше.
Применяя различные методы и режимы холодной обработки, можно регулировать степень и глубину наклепа обрабатываемого металла, а тем самым и его прочностные свойства в зависимости от условий
эксплуатации деталей.
Таким образом, значительное улучшение эксплуатационных свойств деталей машин и приборов, с одной стороны, и высокое каче ство поверхности, достигаемое методами холодной обработки давле нием, — с другой делают эти процессы весьма перспективными для промышленности.
3. Классификация методов бесштамповой холодной обработки металлов давлением
Методы холодной бесштамповой обработки металлов давлением весьма многообразны; по целевому назначению они могут быть раз биты на четыре основные группы. Целевое назначение методов первой группы — формообразование, второй — калибрование, третьей — отделка и четвертой — упрочнение. Во многих случаях сочетаются, например, формообразование с отделкой, калибрование с отделкой
или же отделка с упрочнением.
Табл. 2 представляет попытку классифицировать методы холод
ной бесштамповой |
обработки |
давлением, |
применяемые в |
машино- |
и приборостроении, |
и внести |
ясность в |
терминологию, |
так как |
до настоящего времени как на производстве, так и в технической литературе одни и те же процессы обработки давлением определяются различными наименованиями, подчас плохо отражающими их сущ
ность и особенности. Например, накатывание поверхностей роликом называют: вальцевание, полирование давлением, подшипникокатание,
22
назна |
Способ обработки |
|
Целевое |
||
чение |
Прокатывание между валками
Формообразование |
Прокатывание |
|
между шариками |
Таблица 2
Классификация методов бесштамповой |
холодной |
обработки давлением |
|
|
|||
|
|
|
|
|
Качественные показатели |
||
Обрабатываемые |
|
|
|
класс |
повыше |
|
|
Схема |
обработки |
класс |
ние |
глубина |
|||
детали |
|
чистоты |
микро |
||||
|
|
|
|
точности |
поверх |
твердости |
наклепа |
|
|
|
|
|
ности |
в % к ис |
в мк. |
|
|
|
|
|
|
ходной |
|
Прутки различных |
|
|
Зч-2 |
8 4-9 |
104-30 |
До 500 |
|
профилей, |
ленты, |
|
|
||||
листы
Тонкие ленты |
1__ <__ _Х< =5 |
1 |
9-4-10 20 4-40 До 100 |
|
|
Волочение фасон |
Прутки различных |
—— |
44-3 |
84-9 10 4-30 До 1000 |
ных профилей |
профилей |
ьо
казна* |
Способ обработки |
Обрабатываемые |
|
||
Целевое |
детали |
|
чение |
|
|
Ротационное обжа |
Цельные и труб |
|
тие |
чатые детали |
Формообразование |
Обжатие фильера |
Трубчатые детали, |
|
ми |
валы, оси |
Выдавливание |
Полые |
детали из |
роликами |
листа, литых и штам |
|
|
пованных |
заготовок |
Схема обработки
Igj
'1
■ф-
п
-- 1
Продолжение табл. 2
Качественные показатели
|
класс |
повыше |
|
класс |
ние |
глубина |
|
чистоты |
микро |
||
точности |
поверх |
твердости |
наклепа |
|
ности |
в % к ис |
в мк |
|
|
ходной |
|
34-2 |
00 |
о |
20 4- 50 До 1500 |
3 4-2 |
9 4-10 10 4-20 До 500 |
4 4- 3 |
7 4-8 40 4-50 До 3000 |
г |
назна |
Способ обработки |
Обрабатываемые |
|
||
Целевое |
детали |
|
чение |
|
|
|
Накатывание резь |
Резьбовые детали |
|
бы плоскими плаш |
|
|
ками |
|
|
Накатывание резь |
Резьбовые детали |
Формообразование |
бы роликами |
|
ментом |
Резьбовые детали |
|
|
Накатывание резь |
|
|
бы роликом и сег |
|
Накатывание резь |
Детали с резьбой, |
бы с тангенциаль |
расположенной за |
ной подачей роликов |
выступом |
Схема обработки
d—
-Л
Продолжение табл. 2
Качественные показатели
|
класс |
повыше |
|
класс |
ние |
глубина |
|
чистоты |
микро |
||
точности |
поверх |
твердости |
наклепа |
|
ности |
в % к ис |
в мк |
|
|
ходной |
|
2-4-3 8-4-9 20-4-40 До 1700
2-4-1 |
9-4-11 |
20 -4- 40 До 1700 |
3-4- 1 |
8-4-9 |
20-4-40 До 1700 |
3 |
8 |
20-4-40 До 1700 |
назна |
/ |
Обрабатываемые |
|
Способ обработки |
|||
|
детали |
||
Целевое чение |
|
|
Формообразование
Накатывание резь бы резьбонакатными головками с тремя роликами
Накатывание про фильных деталей
Накатывание зуба маломодульных ко лес двумя и тремя валками
Различные детали с резьбой
Профильные детали (тела вращения)
Цилиндрические и шевронные зубча тые колеса
Схема обработки
В |
■р-, |
Mi' |
|
J |
|
I |
|
СЛ |
|
i |
|
|
□ |
|
|
DI |
я! |
Ж41Lb
J_ -•-
Продолжение табл. 2
Качественные показатели
|
класс |
повыше |
|
класс |
ние |
глубина |
|
чистоты |
микро |
||
точности |
поверх |
твердости |
наклепа |
|
ности |
в % к ис |
в мк |
|
|
ходной |
|
2 |
8 |
20 4-40 До 1700 |
3 4-2 |
9 4- 10 30 ч-40 До 1400 |
3 |
94-10 20 4-30 До 1000 |
назна |
|
Целевое |
чение |
Формообразование |
|
Способ обработки
Накатывание зуба маломодульных ко лес. двумя рейками
Обрабатываемые
детали
Цилиндрические зубчатые колеса,
HRC до 42
|
Цапфы |
малого |
Калибрование |
диаметра |
|
Прокатывание |
|
|
|
между роликами |
|
|
Цапфы |
кониче |
|
ские, штифты и ци |
|
|
линдрические детали |
|
Продолжение табл. 2
Схема обработки |
класс |
|
точности |
----н—J
Hfe—1 3 ч- 2
2 ч- 1
2 ч- 1
Качественные показатели
класс |
повыше |
|
ние |
глубина |
|
чистоты |
микро |
|
поверх |
твердости |
наклепа |
ности |
в % к ис |
в мк |
|
ходной |
|
8 ч- 9 30ч-40 До 1000
9 ч- 10 10 ч-20 До 50
9-J-10 20 4-40 До 100
назна- |
|
Обрабатываемые |
|
Способ |
обработки |
||
детали |
|||
Целевое чение |
|
||
|
|
|
Обкатывание тремя |
Цапфы, оси, валы |
|
|
роликами |
малого диаметра |
|
Калибрование |
Прошивание: |
|
|
|
1 — цельными |
|
|
г |
прошивками; |
Различные детали |
|
2 — наборными |
|||
|
с отверстиями |
||
|
прошивками из |
||
|
твердосплав |
|
|
|
ных колец |
|
|
|
Протягивание |
Детали типа вту |
|
|
цельными выглажи |
||
|
вающими протяжка |
лок |
|
|
ми |
|
Продолжение табл. 2
|
|
Качественные показатели |
|
|
|
|
класс |
повыше |
|
Схема обработки |
класс |
ние |
глубина |
|
чистоты |
микро |
|||
|
точности |
поверх |
твердости |
наклепа |
|
|
ности |
в % к ис |
в мк |
|
|
|
ходной |
|
~-ф—
а-ф_—...Q--- |
12 -е_ |
2 |
9-4-10 |
10 4-20 |
До 50 |
1 |
2 |
|
|
|
|
1 |
ц |
24-1 |
9-4- 10 |
20 4-40 |
До 500 |
|
|||||
|
|
2 |
9 4-10 20 4-40 До 500 |