

книги из ГПНТБ / Вакуумные прокатные станы
..pdfтакого типа достигается также с помощью уплотнений Вильсона, манжет из вакуумной резины или мембран.
Конструкция вентиля, предназначенного для перекрытия от верстий до 40 мм в вакуумных системах с давлением 10 ~—55 мм рт. ст., показана на рис. 38.
Основные размеры латунных вентилей приведены в табл.19.
Т а б л и ц а 19
Основные размеры (в мм)
вакуумных латунных вентилей
(рис. 38)
L я Hi d
Масса в кг
3 |
91 |
65 |
125 |
106 |
12 |
10 |
1,5 |
Рис. 38. Сильфонньш вентиль с |
рези |
|
новым уплотнением: |
|
|||||||||
10 |
91 |
65 |
125 |
106 |
12 |
10 |
1,5 |
|
||
/ — к о р п у с ; 2 — к л а п а н ; 3 — с и л ь ф о н ; |
||||||||||
20 |
126 |
90 |
176 |
142 |
24 |
20 |
3,0 |
|||
4 — гайка; 5 — шток; 6 — м а х о в и к ; |
7 — |
|||||||||
р е г у л и р у ю щ а я в т у л к а ; 8 — ф л а н е ц ; 9 — р е з и н о в о е у п л о т н е н и е ; 10 — гайка
Фланцевые соединения
Уплотнение в таких соединениях достигается за счет дефор мации уплотняющих прокладок. Наиболее распространенным ма териалом для прокладок является вакуумная резина сорта 7889
или, |
в случае возможности |
попадания |
вакуумного |
масла, |
сорта |
9024. |
|
|
|
Различные формы канавок |
и резиновых |
уплотнений |
показаны |
|
на рис. 39 [74]. Для фланцев с внутренним диаметром прокладки до 500 мм обычно применяются соединения по типу рис. 39, а; соединения по типу рис. 39, б используются при большом пери метре уплотнения; для уплотнения крышек вакуумных камер диаметром более 200 мм применяются соединения, показанные на рис. 39, в; соединения рис. 39, г используются для уплотнения фланцев диаметром до 100 мм, рис. 39, а, д и е — для уплотнения фланцев с внутренним диаметром прокладки до 200 мм. Прокладки небольших размеров вырезают из листовой резины, а при диа метрах более 300 мм склеивают из резинового шнура.
На рис. 40 показаны два типа фланцевых соединений с про кладкой из листовой резины или вакуумного шнура. Недостатком применения в качестве уплотнителя вакуумной резины являетсявыделение газов на ее поверхности, особенно при уменьшении дав ления ниже Ю - 6 мм рт. ст., и невозможность использования соединения при температурах выше 100° С.
70
Значительно большим диапазоном рабочих температур и мень шим газовыделением обладают вакуумные прокладки из фторо пласта. Для высокого и сверхвысокого вакуума используются прокладки из мягких металлов: золота, серебра, меди, алюминия и свинца.
Фланцевые соединения с алюминиевыми прокладками могут работать при температурах до 350° С, с медными — до 500° С. Наиболее целесообразным является канавочно-клиновой профиль металлических уплотнителей.
> '//AM
К)
ц |
К & ^ |
I |
7h |
|
|
|
|||
1 1 |
|
|
|
|
|
d) |
|
e) |
|
Рис. 39. Формы |
канавок |
и уплотняю |
Рис. 40. Конструкции |
|
|
щих |
прокладок: |
фланцевых соединений: |
|
/ — р е з и н о в ы й |
ш н у р ; |
2 — р е з и н о в ы й |
а — с м ы к а н и е с з а з о р о м ; |
|
|
|
ш л а н г |
|
б — с м ы к а н и е б е з з а з о р а |
Вакуумные вводы
Для ввода в вакуумное пространство неподвижных трубок небольшого диаметра (до 30 мм) получили распространение гриб ковые уплотнения (рис. 41). Хорошее уплотнение трубки дости гается плотным прилеганием к ней резиновой или фторопластовой прокладки, которая сплющивается гайкой через промежуточную шайбу. Корпус грибка вваривают в стенку вакуумной детали — стационарное уплотнение или вставляют в отверстие стенки через резиновое кольцо — съемное уплотнение.
Для уплотнения штоков и валов, совершающих возвратнопоступательное или вращательное движение, используют сальни ковые уплотнения (рис. 42). Уплотнение достигается за счет равно мерного прижатия атмосферным давлением к полированному валу кольцевых прокладок из вакуумной резины, надетых на него с не-
71
которым натягом. Прокладки зажимаются между металлическими шайбами фигурного профиля нажимной гайкой. Для нормальной ра боты уплотнения необходима регулярная смазка вала смесью вакуумного масла с парафином. В качестве уплотняющих прокла док применяют тонкую (1,5—2 мм) маслостойкую резину; диа
метр отверстий в прокладках должен составлять 2 / 3 |
диаметра вала. |
|||
0JS |
ФЗВ |
С увеличением |
числа прокла |
|
док увеличивается вакуумная |
||||
|
|
|||
плотность уплотнения.
|
|
|
|
|
|
|
|
1 |
|
з |
Рис. |
41. Грибковое |
уплотнение: |
Рис. 42. |
Уплотнение |
Вильсона: |
|||||
а — |
с т а ц и о н а р н о е ; б — съемное; / — |
кор |
/ — гнездо; |
2 |
— ш а й б а |
из |
металла; 3 — |
|||
пус; |
2 |
— у п л о т н и т е л ь ; |
3 — шайба; |
4 — |
у п л о т н я ю щ и е |
|
п р о к л а д к и |
|
из |
в а к у у м н о й |
|
|
гайка |
|
|
р е з и н ы ; |
4 — гайка; |
5 — |
вал |
||
При вращательном движении широко применяются уплотнения с помощью манжет, изготовляемых из жесткой вакуумной резины марок 1015 и ИРП-2044. Для более надежного уплотнения при меняют манжеты, армированные пружинным стальным кольцом.
1 |
9 |
1 |
а) |
6} |
6) |
Рис. 43. Слаботочный вакуумный |
ввод электрических |
проводов: |
а — |
р е з и н о в о е у п л о т н е н и е ; б — с т е к л я н н о е у п л о т н е н и е ; |
в — |
к е р а м и ч е с к о е у п л о т н е н и е ; |
1 — т е р м о п а р ы ; 2 — у п л о т н е н и е ( в а к у у м н а я р е з и н а ) ; 3 |
— ф т о р о п л а с т о в ы е д и с к и ; 4 — |
||
стакан; 5 — втулка; 6 — гайка; 7 — ф л а н е ц ; 8 — у п л о т н е н и е (стекло); 9 — у п л о т н е н и е (керамика)
Для смазки и уплотнения манжет используют вакуумное масло ВМ-1. Наилучшие результаты дает применение нескольких манжет с промежуточной откачкой уплотнения механическим насосом.
Ввод в вакуумные камеры электропроводов, измерительных и осветительных приборов, термопар (слаботочный ввод) выпол-
72
няется с |
помощью уплотнений [71] из вакуумной резины |
(рис. 43, а), стекла или керамики (рис. 43, б, в). |
|
Конструкции силовых неохлаждаемых электрических вводов |
|
показаны |
на рис. 44, а—г. В качестве уплотнителей используется |
Рис. 44. |
Электрические силовые |
вакуумные |
вводы: |
|
а—г — н е о х л а ж д а е м ы е ; д—е — о х л а ж д а е м ы е ; |
/ |
— токоввод; 2 — керамиче |
||
ское кольцо; 3 |
— у п л о т н е н и е (резина); 4 |
— |
у п л о т н е н и е |
(фторопласт) |
вакуумная резина и фторопласт. Они же, а также оргстекло и кера мика выполняют роль изоляторов. Электрические силовые водоохлаждаемые вводы, рассчитанные на подвод большой электриче ской мощности, приведены на рис. 44, д—е.
Г л а в а 111,
СТАНЫ ДЛЯ ПРОКАТКИ МЕТАЛЛОВ В ВАКУУМЕ И В ИНЕРТНЫХ СРЕДАХ
1. КЛАССИФИКАЦИЯ СТАНОВ
Станы для прокатки металлов в вакууме или среде инертных газов в зависимости от компоновки основного и вакуумного обору дования классифицируются следующим образом [41].
Станы типа «стан—камера». При этом камерой является герметизированное отделение, в котором располагается все основ ное и вспомогательное оборудование стана (привод, шестеренная клеть, редуктор, рабочая клеть, нагревательные устройства и т. д.). Основным недостатком этих станов является то, что они требуют больших капитальных затрат. Значительные объемы вакуумных камер (—2435 м3) вызывают необходимость установки высокопроизводительного и дорогостоящего оборудования по вакуумированию объема, получению и очистке инертного газа. При мером могут служить станы, работающие в отделении «In-Fab» (США), в камере «Атмосфера» (СССР) и др.
Станы типа «клеть—камера» . В этом случае только рабочая клеть стана со всеми вспомогательными механизмами и шпин дельными устройствами помещается внутри вакуумной камеры. За ее пределами находится привод стана (главный двигатель, ре дуктор и шестеренная клеть) и привод нажимного устройства. Недостатком конструкции станов такого типа является то, что увеличение их мощности связано со значительным расширением объема вакуумной камеры и увеличением мощности вакуумных систем. Затруднены также настройка стана перед прокаткой, смазка опорных подшипников и нажимных винтов. В связи с ро стом сил трения в вакууме, осложняется работа трущихся частей и механизмов. Примером станов этого типа являются станы пер вого выпуска конструкции ФТИ АН УССР ДУО-85 и ДУО-90, стан ДУО-120 конструкции ЦНИИЧМ им. Бардина, станы МИСиС ДУО-210 и ЛПИ им. Калинина ДУО-200.
Станы типа «валки—камера». В вакууме располагаются только бочки рабочих валков; рабочая клеть в первых конструк циях станов этого типа представляла собой часть вакуумной ка меры. Шейки валков, опорные подшипники, нажимное устройство, привод стана вынесены за пределы вакуумной системы. Такой 74
стан компактен, удобен в обслуживании и может обладать боль шой мощностью при незначительных габаритах клети. Недостат ком станов такого типа является то, что давление металла на валки воспринимается сварными станинами, играющими одновременно роль вакуумных камер. Такую конструкцию станин нельзя ис пользовать для сооружения мощных промышленных вакуумных станов из-за недостаточной прочности сварных соединений и не совершенства самой системы уплотнения рабочих валков при вводе в вакуумную камеру.
Дальнейшим развитием станов этого типа явилась конструкция рабочей клети, у которой усилие прокатки воспринимается ста нинами, вынесенными за пределы вакуумной камеры. Такую кон струкцию имеют станы ДУО-155, 170 и 200 конструкции ФТИ АН УССР, ДУО-300 конструкции ВНИИМЕТМАШ, ДУО-400 кон струкции ВИЛС и др.
Прокатные станы, предназначенные для работы только в ва кууме или для работы как в вакууме, так и в инертных средах, обычно именуют вакуумными прокатными станами.
2. ВАКУУМНЫЕ ПРОКАТНЫЕ СТАНЫ
Для прокатки металлов в вакууме разработаны различные по своей конструкции лабораторные и промышленные станы. Ниже рассматриваются конструктивные особенности таких станов, ра ботающих в нашей стране и за рубежом.
Станы типа «клеть—камера»
Стан ДУО-85 конструкции ФТИ АН УССР. Станы первой кон струкции ФТИ АН УССР получили широкое распространение в стране. На одном из них, установленном в ЦНИИЧМ им. Бар дина, были начаты исследования по высокотемпературной про катке металлов в вакууме и инертных средах [19, 20]. Установка (рис. 45) представляет собой вакуумную камеру цилиндрической формы, в которую помещена рабочая клеть стана с вспомогатель ными механизмами (за исключением редуктора и электродвигателя).
Валки стана имеют длину рабочей части 150 мм, диаметр бочки 85 мм и шейки 30 мм; максимальный зазор между валками 12 мм.
Установка имеет длину 3 м, ширину 2 м, высоту около 2 м, массу 1500 кг. Она состоит из диффузионного масляного насоса / типа М-ЮОО-А; главного вакуумного шибера 2; форвакуумной
линии 3; |
форвакуумного насоса ВН |
-1 4; вакуумной |
камеры 5, |
в которой |
установлен одноклетевой |
двухвалковый |
прокатный |
стан 6 с рабочими валками 7 и направляющими проводками 8; электропечи сопротивления 9 для нагрева образцов и двух фор вакуумных шлюзов 12, соединенных вакуумпроводом 20 с форвакуумными насосами ВН-461М. Электродвигатель 10 рабочих вал ков мощностью 2 кет и червячный редуктор / / находятся вне вакуумного пространства.
75

Установка позволяет прокатывать металл также и в среде инертного газа. Для этого используется система очистки 21 с ти тановым геттером, которая соединена с камерой при помощи газо провода 22.
Вакуумный стан работает по следующей технологии. После создания в камере необходимого вакуума прокатываемый обра зец 15 закрепляют в цанговом зажиме 16 и помещают в форвакуумный шлюз 12. При помощи насоса 13 в этом шлюзе за 5—6 мин со здается вакуум 10"3 мм рт. ст., после этого открывают ши бер 17 и при помощи зажима 16 образец вводят в нагревательную печь. Температура в печи контролируется термопарой и автома тически поддерживается с точностью ±5° при помощи потенцио метра СПР.
После прогрева образца включают электропривод рабочих валков стана и производится прокатка. Прокатанный образец охлаждается на приемном желобе 18 и затем его извлекают через второй форвакуумный шлюз, расположенный с другой стороны стана, или вновь вводят в печь (без выноса на воздух) для повтор ного нагрева и прокатки. Зазор между валками устанавливается нажимным устройством 19 с электроприводом 14.
Установка позволяет прокатывать |
образцы толщиной от 15 до |
0,5 мм (круглого или прямоугольного |
сечения), длиной до 250 мм, |
в вакууме до 5- Ю - 5 мм рт. ст. (натекание не превышает 5 см31ч) при температуре до 1400° С со скоростью 6,5 мімин.
Общее время, необходимое для достижения в камере вакуума 10"5 мм рт. ст., составляет примерно 1,5 ч. При соединении ва куумной камеры с одним из предварительно откачанных форвакуумных шлюзов 12 давление резко повышается примерно до 5-10"4 мм рт. ст., но через 10—-15 сек вновь восстанавли вается.
Малая мощность стана, допускающая общее давление металла
-на валки не более 2 Т, недостаточная жесткость рабочей клети, слабые шпиндели, имеющие диаметр рабочей части 30 мм, не по зволяли вести прокатку по всем необходимым режимам. С целью повышения мощности стан ДУО-85, установленный в ЦНИИЧМ им. Бардина, был подвергнут реконструкции, в результате которой практически создана новая установка — стан ДУО-120.
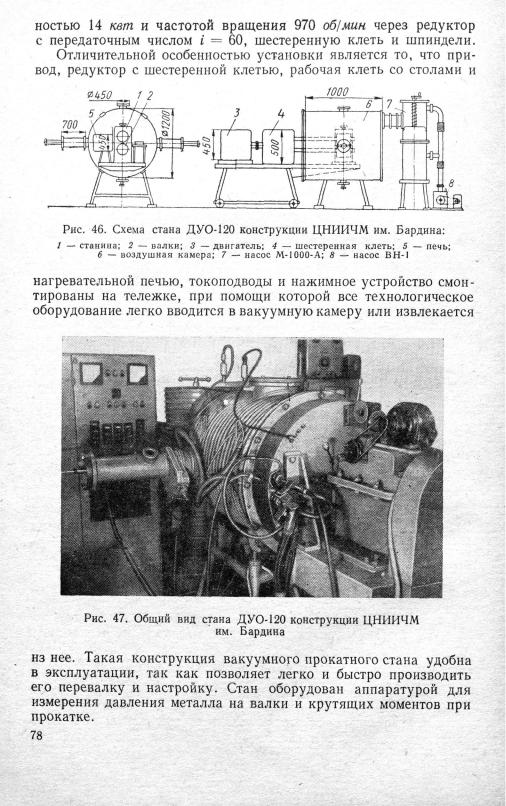
Стан ДУО-120 конструкции |
|
ЦНИИЧМ им. Бардина (рис. 46 |
||
и 47) |
является одноклетевым, |
реверсивным, |
с валками диа |
|
метром |
120 мм и длиной бочки |
80 мм. Станина |
литая, закрытого |
|
типа, допускает давление при прокатке до 40 Т [70]. Привод ме ханизма подъема и опускания верхнего валка — электрический. Максимальный подъем валка с учетом установки месдоз 12 мм. При настройке конструкция нажимного устройства обеспечивает раздельное вращение обоих нажимных винтов. Непосредственно к станине крепятся передний и задний столы с проводками, а также электрическая печь сопротивления для нагрева заготовок. Привод стана осуществляется от электродвигателя переменного тока мощ-
77
Прокатный стан оборудован вакуумной нагревательной печью. Печь ориентирована по линии прокатки и является высокотем пературной безмуфельной печью электросопротивления проход ного типа с молибденовым нагревателем.
Рис. 48. Схема вакуумного стана ДУО-200 конструкции Л ПИ им. Калинина:
/ — толкатель; 2 — печь; 3 — валки; |
4 — ф о р к а м е р а ; |
5 — насос |
М М - 2 5 0 0 ; 6 — н а с о с |
|
В Н - 4 Г |
|
|
Необходимый вакуум в |
вакуумных |
камерах |
стана создается |
с помощью трех самостоятельных вакуумных систем. Насосы основной вакуумной системы позволяют откачивать воздух из
вакуумной |
камеры, |
в которую помещена рабочая клеть |
стана |
с печью, а также из загрузочной форкамеры и бункера. |
|
||
Стан ДУО-200 конструкции ЛПИ им. Калинина. Стан ДУО-200 |
|||
(рис. 48), |
созданный |
в Ленинградском политехническом |
инсти- |
79