

книги из ГПНТБ / Вакуумные прокатные станы
..pdfсливных коллекторов. Для предотвращения забивания системы окалиной и грязью перед подводящими коллекторами установлены фильтры.
Пневматическая система вакуумного стана (рис. 77) предназ начена для осуществления возвратно-поступательных движений в следующих механизмах: передвижения рольгангов в камере загрузки и выгрузки; поворота экранов в камере нагрева; зада ющего механизма в рабочей камере; сталкивания листов в камере выгрузки.
На вводе воздуха в распределительный коллектор установлены: влагоотделитель типа БВ-41-14; регулятор давления типа В-57-13; манометр типа ОБМ-100 (6 кГІсм2).
Воздух подается от общего коллектора в цилиндры с помощью электропневматических воздухораспределителей и пневмоцилиндров.
Температура в рабочем пространстве печи контролируется термопарами. Температура рабочих валков измеряется контактной термопарой. Температура прокатываемого металла контролируется
с |
помощью фотоэлектрических пирометров. |
||
|
Для измерения толщины прокатываемого металла в пределах |
||
от |
1 до |
15 мм применен бесконтактный измеритель. |
|
|
Во избежание поломок и аварий отдельных узлов стана преду |
||
смотрена |
следующая блокировка |
и синхронизация: |
|
|
1. Включение пневмоцилиндра |
2 (см. рис. 70) для перемещения |
|
рольганга 4, установленного в камере загрузки, в переднее или заднее положение происходит только тогда, когда этажерка 5 находится в крайнем верхнем положении, а шибер ДУ-900 8 между камерами загрузки и нагрева открыт. Перемещение роль
ганга |
вперед |
или |
назад при |
опущенном |
загрузочном |
устройстве |
||||
и закрытом |
шибере исключено. |
|
|
|
|
|
||||
2. |
Включение |
рольганга |
для |
подачи |
заготовки |
вперед при |
||||
закрытом шибере |
ДУ-900 8 также исключено. |
|
|
|||||||
3. |
Подъем |
и |
опускание этажерки |
5 |
совершается |
ступе |
||||
нями |
так, |
чтобы |
каждый |
раз |
на уровень |
рольганга |
устана |
|||
вливалась последующая загрузочная секция загрузочного уст ройства.
4. Включение подъемника / / , установленного в камере на грева, для подъема заготовки в нагревательную печь и опускания заготовки на рольганг возможно только при открытых экраниру ющих шторах 13.
5.Включение рабочих валков вперед и назад исключено при закрытых шиберах, установленных между рабочей камерой и ка мерой выгрузки.
6.Включение пневмотолкателя 23 при работе стана исклю
чено до полной остановки рабочих валков.
7. Включение пневмоцилиндра 25 для перемещения разгрузоч ного рольганга 24 в заднее положение возможно только при открытом шибере ДУ-900 8.
ПО
8. |
При нечетных пропусках (прокатка вперед) включение и вы |
|||||
ключение |
рольганга |
10 камеры |
нагрева производится синхронно |
|||
с рабочими валками, а рольганг |
24 камеры выгрузки неподвижен. |
|||||
9. |
При четных |
пропусках (прокатка назад) |
синхронно с рабо |
|||
чими |
валками работает рольганг 24 камеры |
выгрузки, а роль |
||||
ганг |
10 |
камеры |
нагрева неподвижен. |
|
||
10. Исключается |
возможность включения |
электродвигателей |
||||
шиберных задвижек ДУ-900, если остаточное давление в камерах загрузки и выгрузки не достигает Ю - 3 мм рт. ст.
3.ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ
ВИНЕРТНЫХ СРЕДАХ
Отделения для обработки давлением в среде инертных газов
Отделение «Атмосфера-1» . В СССР созданы отделения с инерт ной средой для обработки давлением, имеющие различные объемы.
В |
первом таком отделении, названном |
«Атмосфера-1» |
(объемом |
||
44 |
м3), установлен реверсивный прокатный |
стан с валками |
диа |
||
метром 90 мм [7]. Привод с электродвигателем мощностью 7,2 |
кет |
||||
обеспечивает скорость прокатки 0,2 м/сек. |
Предварительно |
ка |
|||
меру вакуумируют до Ю - 2 мм рт. ст., |
после чего ее |
заполняют |
|||
аргоном технической чистоты. Система химической очистки аргона обеспечивает удаление пыли, влаги, паров масла, кислорода и во дорода. Содержание газов в камере несколько повышается за счет подсоса воздуха при шлюзовании обслуживающего персонала. В процессе работы количество примесей в аргоне непрерывно кон тролируется масс-спектрометром MX-1302.
Для нагрева заготовок используется индукционная электро печь с графитовым муфелем, установленная около стана. Для питания индуктора имеется машинный генератор ПВО-100/2500, расположенный вне камеры. В специальных скафандрах обслу живающий персонал выполняет все операции по нагреву и про катке металла. Скафандры оборудованы системой подачи воздуха и телефонной связью. Для управления станом и контрольно-изме рительной аппаратурой установлены вне камеры пульты.
На стане прокатываются заготовки из тугоплавких и других металлов. Здесь были проведены эксперименты по изучению окис ления и газонасыщения многих легкоокисляющихся металлов. Исследования по прокатке металлов в контролируемой среде ар гона показали, что система химической очистки газов установки «Атмосфера-1» обеспечивает непрерывную очистку аргона, доста точную для горячей прокатки даже таких химически активных металлов, как титан и ниобий с весьма малым окислением и газо насыщением.
Отделение «In-Fab». Промышленное отделение «In-Fab» рабо тает в полунепрерывном режиме и предназначено для высокотем пературной обработки давлением тугоплавких металлов: молиб-
111
дена, ниобия, титана, вольфрама и их сплавов в среде инертных газов (аргона, гелия) [17].
На рис. 78 показана схема отделения, камера которого имеет ширину 12,20 м, длину около 30,48 м и высоту 7,01 м; внутренний герметизированный объем равен 2435,25 м'3.
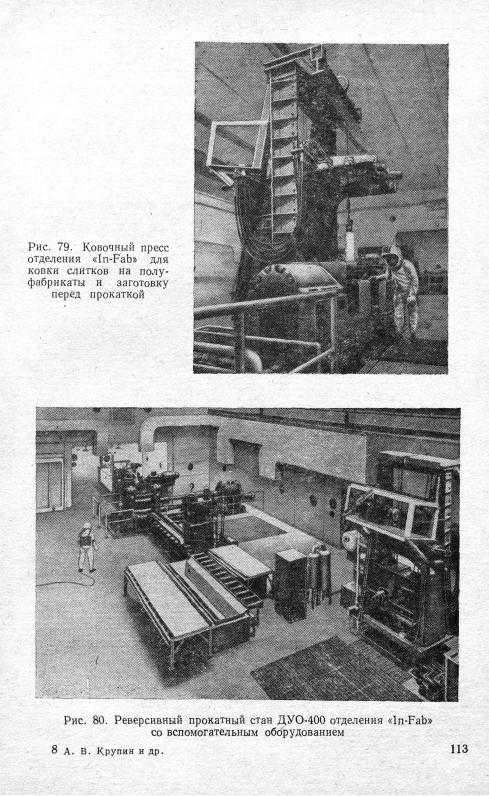
Внутри камеры располагается технологическое оборудование, позволяющее получать готовую продукцию (листы, прутки, про фили и др.) непосредственно из слитка: ковочный пресс (рис. 79) для ковки слитков на заготовку перед прокаткой и различного вида поковок; реверсивный прокатный стан ДУО-400 с валками
Рис. 78. Схема общего вида отделения «In-Fab» фирмы Universal Cyclops Steel Corp., США: '
/ — установка д л я |
очистки |
и н е р т н о г о газа; 2 |
— и н д у к ц и о н н а я |
печь |
д л я нагрева |
з а г о |
||
товок п е р е д к о в к о й ; |
3 — п р о к а т н ы й |
стан |
Д У О - 4 0 0 ; 4 — г л а в н ы й |
п у л ь т у п р а в л е н и я ; |
5 — |
|||
и н д у к ц и о н н а я печь д л я |
нагрева |
з а г о |
т о в о к |
п е р е д п р о к а т к о й ; |
6 — |
к о в о ч н ы й п р е с с |
||
диаметром 400 мм и длиной бочки 900 мм (рис. 80); ножницы горя
чей резки |
прокатанного металла; |
индукционная |
нагревательная |
||||||
печь, |
позволяющая нагревать заготовки диаметром 300 |
мм до |
|||||||
2500° С. Кроме того, отделение оборудовано мостовым |
подъемным |
||||||||
краном, сварочной установкой и пилой для резки металла. |
|||||||||
Система для производства и очистки аргона, которым запол |
|||||||||
няется |
камера, |
сконструированная |
и построенная |
фирмой Air |
|||||
Products |
Incorpor, обеспечивает |
чистоту |
аргона |
до |
99,995%, |
||||
при этом количество вредных примесей колеблется в |
пределах: |
||||||||
азота |
1 5 - 1 б - 6 ; |
кислорода 40•10~6 ; паров |
воды |
5 0 - Ю - 6 ; |
паров |
||||
масла |
и других |
углеводородов 5-ъІО-Ю""6 |
% по |
весу. |
|
||||
Специальная холодильная установка поддерживает темпера туру внутри камеры в пределах 25—40° С.
Управление ковочным прессом, прокатным станом и печами полностью автоматизировано и производится с общего пульта, расположенного снаружи камеры. Внутренность камеры просма тривается с пульта управления через смотровое окно со специаль ным стеклом, предохраняющим обслуживающий персонал от 112

щает время переноса заготовки от нагревателя к прессу и предотвращает потери тепла.
На ковочном прессе, работающем на сжатом аргоне, можно получать квадратные заготовки со стороной 100 мм и прутки диа метром 50 и длиной 250 мм. Автоматические манипуляторы рассчи таны на работу с заготовками диаметром до 300 мм.
Три высокочастотные индукционные печи с рабочими диаме трами индуктора 175, 250 и 325 мм смонтированы на тележке, положение которой меняется автоматически в зависимости от того, какой агрегат печи она обслуживает.
Прокатный стан оборудован гидравлическим механизмом урав новешивания валков, автоматическим нажимным устройством, кантователями, манипуляторами, задающими роликами, раскат ными и транспортными рольгангами с передней и задней стороны стана.
Заготовки перед прокаткой нагреваются в двух индукционных электропечах с графитовыми трубами в молибденовых рубашках, обеспечивающих нагрев заготовок до 2200° С.
Стан может прокатывать прутки диаметром до 12,5 мм и листы шириной 575 мм, длиной 2400 мм и толщиной (при пакетной про катке) до 0,5 мм. За станом установлены гильотинные ножницы для обрезки дефектных кромок и резки листов. Внутри камеры имеется дополнительный пульт управления на случай аварии.
Станы для прокатки тугоплавких и высокоактивных металлов в инертных средах
Для горячей деформации высокоактивных металлов без окисле ния в инертной среде применяют прокатные станы ДУО или КВАРТО небольших размеров, заключенные в камеры различ ных типов, в которых операции по прокатке выполняются посред ством манипуляторов с дистанционным управлением или через отверстия с перчаточными рукавами.
Смотровые окна этих камер изготовляют из прозрачной поли мерной пластмассы, обладающей высокой твердостью, прочностью и коррозионной стойкостью. Давление аргона или гелия в перча точной камере находится обычно в пределах 9- 10_ 1 -г-2,6лш рт. ст. Перчаточные камеры газонепроницаемы.
Особое внимание обращают на уплотнение мест ввода при водных валков стана и других механизмов органов управления, располагающихся вне камеры. Стыки стен и окон уплотняют ре зиновыми или неопреновыми прокладками. При прокатке радио активных материалов с жестким проникающим ^-излучением применяют полуавтоматические линии с дистанционным управле нием всеми агрегатами, расположенными в защитной среде.
Вспомогательное оборудование, находящееся вне защитных камер (вакуумные и гидравлические системы, приводные меха низмы и т. п.), и то оборудование, которое может оказаться зара-
8* |
115 |



