

Требования к результатам испытаний сварных соединений на изгиб
┌───────────────────────────┬───────────────┬───────────────────────────┐
│Тип (класс) сталей сварных │ Номинальная │ Угол изгиба при испытании │
│ соединений │ толщина │ на изгиб, градусы (не │
│ │ сваренных │ менее) │
│ │деталей, S, мм │ │
│ │ ├──────────────┬────────────┤
│ │ │ трубопроводы │газопроводы │
│ │ │ всех │ по СНиП │
│ │ │ назначений*, │3.05.02-88* │
│ │ │ кроме │ │
│ │ │ газопроводов │ │
├───────────────────────────┼───────────────┼──────────────┼────────────┤
│Углеродистые │До 20│ 100 (70)** │ 120 (100) │
│ │включительно │ │ │
│ │ │ │ │
│ │Свыше 20 │ 80 │ 120 (100) │
├───────────────────────────┼───────────────┼──────────────┼────────────┤
│Низколегированные │До 20│ 80 (50) │ 120 (100) │
│конструкционные │включительно │ │ │
├───────────────────────────┤ │ │ │
│ │Свыше 20 │ 60 │ 120(100) │
├───────────────────────────┼───────────────┼──────────────┼────────────┤
│Хромомолибденовые и│До 20│ 50 (30) │ - │
│хромомолибденованадиевые │включительно │ │ │
│перлитного класса и│ │ │ │
│легированные хромистые и│Свыше 20 │ 40 │ - │
│высокохромистые │ │ │ │
│мартенситного и│ │ │ │
│мартенситно-ферритного │ │ │ │
│классов │ │ │ │
├───────────────────────────┼───────────────┼──────────────┼────────────┤
│Хромоникелевые и│До 20│ 150 │ - │
│хромомарганцевые │включительно │ │ │
│аустенитного класса │Свыше 20 │ 120 │ - │
└───────────────────────────┴───────────────┴──────────────┴────────────┘
_____________________________
* Значения угла изгиба при испытании сварных соединений технологических трубопроводов из углеродистой стали при толщине свыше 20 мм и из стали аустенитного класса независимо от толщины сваренных деталей должны быть не менее 100°.
** В скобках указаны значения угла изгиба для сварных соединений, выполненных газовой сваркой.
18.6.20. Показатели механических свойств определяются как среднее арифметическое результатов, полученных на заданном числе образцов (по каждому виду испытаний для каждого контрольного сварного стыка). Общий результат испытаний считается неудовлетворительным, если результаты испытаний хотя бы одного из образцов ниже норм: по временному сопротивлению разрыву и углу изгиба - более чем на 10%; по ударной вязкости - более чем на 10 Дж/см2 (1 кгс х м/см2).
18.6.21. При получении неудовлетворительных результатов по какому-либо виду испытаний допускаются повторные испытания на удвоенном числе образцов, вырезанных из тех же контрольных сварных соединений, взамен каждого образца, показавшего неудовлетворительные результаты. Если при повторном испытании хотя бы на одном из образцов (кроме образцов газопроводов) получены результаты, не отвечающие установленным нормам, то общий результат механических испытаний считается неудовлетворительным.
В случае получения при повторной проверке неудовлетворительных результатов испытаний хотя бы на одном стыке газопровода, все стыки, сваренные данным сварщиком газовой сваркой в течение календарного месяца изданном объекте, должны быть удалены, а стыки, сваренные дуговой сваркой, должны быть проверены радиографией.
18.6.22. Изломы образцов, которые получены при механических испытаниях, следует просматривать и обнаруженные крупные дефекты заносить в протоколы механических испытаний. При выявлении хотя бы на одном образце трещин или других дефектов, выходящих за пределы норм, установленных настоящим РД, даже при удовлетворительных результатах механических испытаний и приемлемых результатах металлографического исследования, образцы необходимо забраковывать.
18.6.23. Образцы (шлифы) для металлографического исследования сварных соединений нужно вырезать поперек шва. Образцы для макроисследования всех сварных соединений и для микроисследования сварных соединении элементов при толщине стенки менее 25 мм должны включать все сечение шва, обе зоны термического влияния, прилегающие к ним участки основного металла, а также подкладное кольцо, если оно применялось и не подлежит удалению на производственных стыках. Образцы для микроисследования сварных соединений элементов с толщиной стенки 25 мм и более могут включать лишь часть сечения соединения. При этом расстояние от линии сплавления до краев образца должно быть не менее 12 мм, а площадь контролируемого сечения - не менее 25x25 мм. При изготовлении образцов для металлографического исследования угловых и тавровых сварных соединений, выполненных на трубных элементах, контролируемые сечения необходимо разрезать вдоль оси штуцера (привариваемой трубы).
18.6.24. Сварные соединения бракуют, если при металлографическом исследовании макроструктуры хотя бы на одном поперечном шлифе, вырезанном из контрольного сварного соединения, выявлены следующие дефекты:
а) трещины любых размеров и всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла. В стыках труб из стали аустенитного класса допускаются отдельные надрывы протяженностью не более 0,3 мм в пределах одного слоя шва, вызванные усадкой металла при обрыве дуги (один надрыв в данном сечении шва);
б) непровары (несплавления), расположенные у поверхности и по сечению сварного соединения (между основным металлом и металлом шва, а также между отдельными валиками и слоями шва);
в) поры, расположенные в виде сплошной сетки, незаваренные (или не полностью заваренные) прожоги, свищи, смещения внутренних кромок состыкованных труб (деталей), превышающие нормы;
г) местные непровары, вогнутость или выпуклость корня шва (рис.18.7), превышающие нормы (см.табл.18.6-18.9);
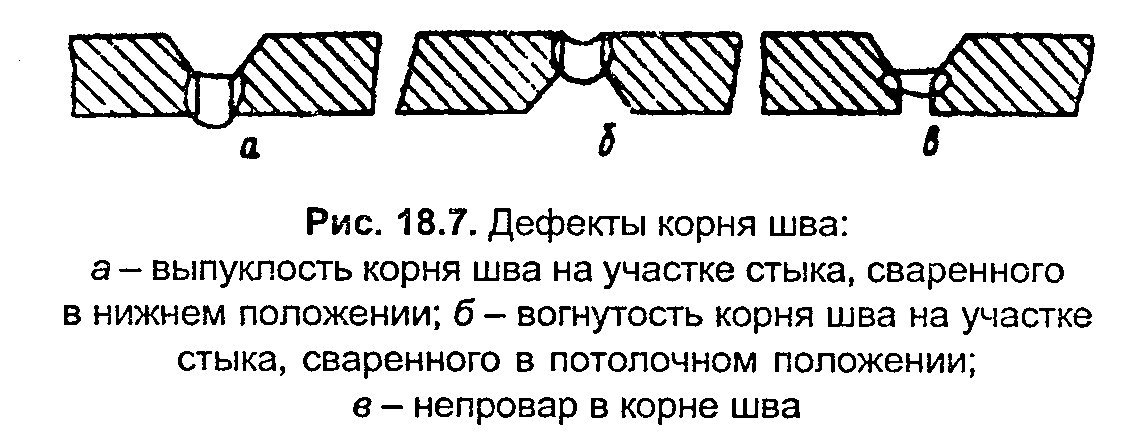
"Рис.18.7. Дефекты корня шва"
д) поры, шлаковые и вольфрамовые включения, превышающие нормы, приведенные в табл.18.13. Показатель концентрации дефектов К_д определяется как сумма наибольших линейных размеров (по высоте шва) всех допустимых дефектов (объемных включений, непровара, смещения кромок и др.), выявленных на любой полосе шириной 10 мм, проходящей по высоте шва или параллельно линии сплавления. Схема подсчета приведена нарис.18.8.
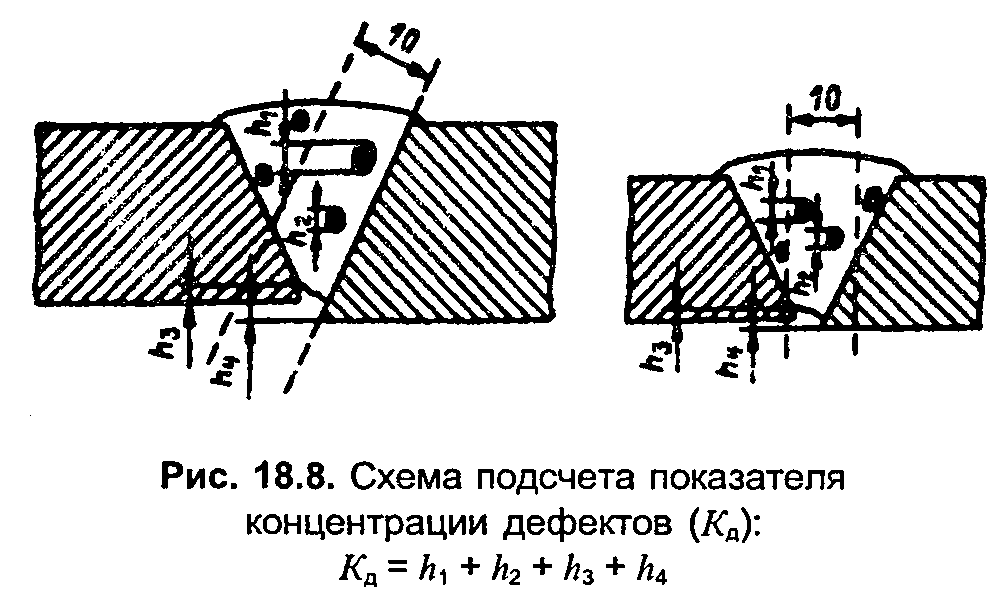
"Рис.18.8. Схема подсчета показателя концентрации дефектов (К_д)"
18.6.25. В околошовной зоне сварных соединений элементов из стали аустенитного класса, выполненных ручной дуговой сваркой, не допускается действительное зерно крупнее номера 1 по шкале ГОСТ 5639 для основного металла.
18.6.26. При микроисследовании сварных соединений, выполненных газовой сваркой на элементах из стали перлитного класса, не допускаются в металле шва и околошовной зоне зерна номер 1 и крупнее по шкале ГОСТ 5639, участки с мартенситной структурой.
Таблица 18.13