

7.3. Сварка газопроводов (трубопроводов горючего газа)
7.3.1. Ручную дуговую сварку газопроводов внутри зданий и на территории ТЭС можно выполнять без подкладного кольца или на остающемся металлическом кольце. Конструкции стыковых соединений должны соответствовать типам Тр-2 или Тр-3 (см. табл.6.2).
Стыки газопроводов можно выполнять ручной аргонодуговой сваркой согласно разделу 8.
7.3.2. При сборке стыков газопроводов без подкладных колец корневой слой рекомендуется выполнять электродами ВСЦ-4А или МТГ-01К диаметром 3-4 мм, заполнение разделки - электродами МТГ-02 или другой марки, указанной в табл.4.1для конкретной марки стали.
Сварка электродами ВСЦ-4А ведется методом опирания без колебательных движений, вертикальные стыки свариваются в направлении сверху вниз.
При сварке корневого слоя шва электродами других марок диаметр электрода должен быть не более 3 мм. Сварку последующих слоев вертикальных неповоротных стыков производят снизу вверх электродами диаметром 4-5 мм.
7.3.3. Сварку вертикальных неповоротных стыков труб с толщиной стенки до 6 мм необходимо выполнять не менее чем в два слоя (см. рис.7.11); при толщине стенки труб от 6 до 12 мм - в три слоя и при толщине более 12 мм - в четыре слоя и более (рис.7.15).
7.3.4. Технология ручной дуговой сварки стыков газопроводов во всем остальном должна отвечать требованиям, изложенным в подразделе 7.1.
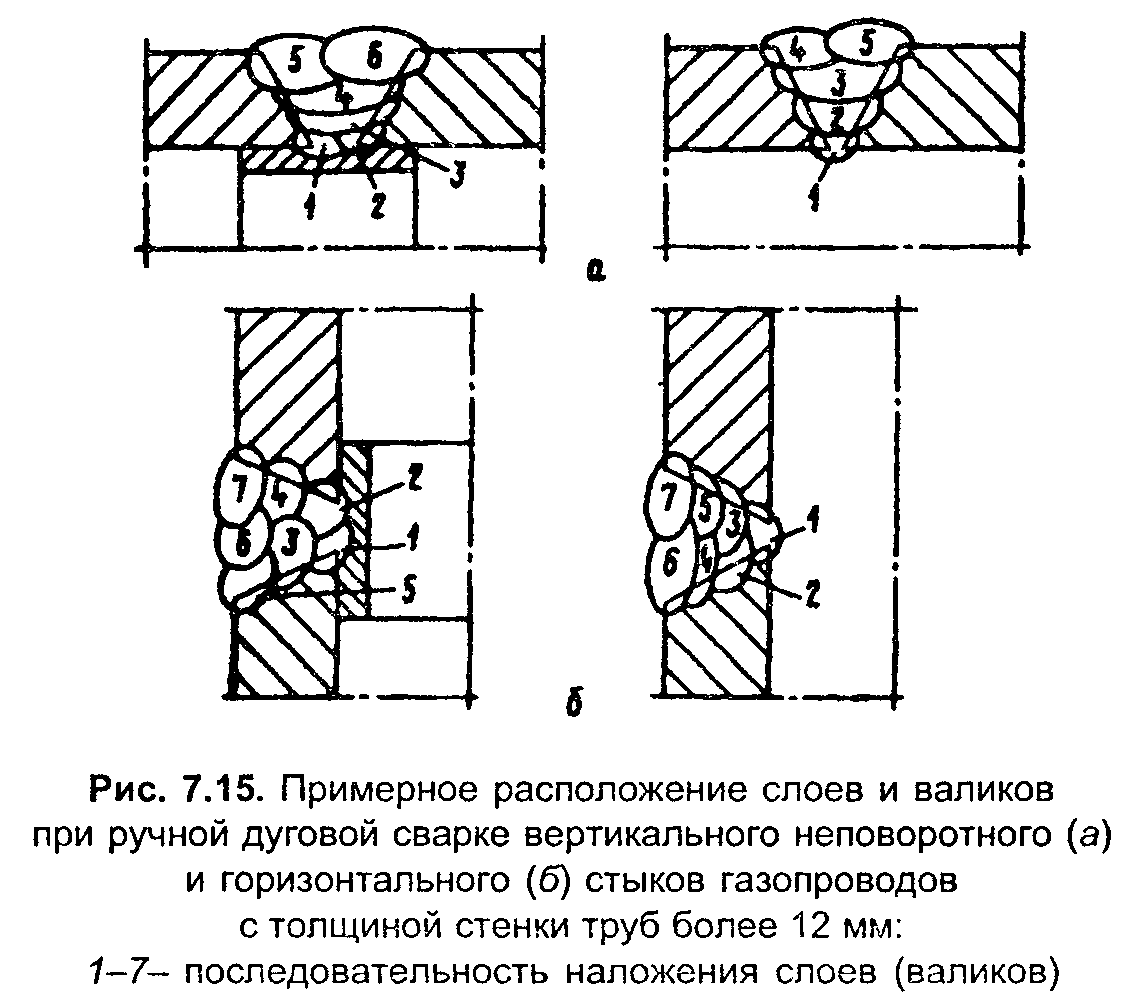
"Рис.7.15. Примерное расположение слоев и валиков при ручной дуговой сварке вертикального неповоротного (а) и горизонтального (б) стыков газопроводов с толщиной стенки труб более 12 мм"
7.4. Сварка трубопроводов, на которые не распространяются правила Госгортехнадзора России
7.4.1. В данном подразделе рассматривается сварка стыков трубопроводов из углеродистых и низколегированных конструкционных сталей, на которые не распространяются правила Госгортехнадзора России, в том числе мазутопроводов, напорных маслопроводов системы смазки, трубопроводов системы регулирования турбины, водоснабжения и канализации.
7.4.2. Сварку стыков трубопроводов при толщине стенки 12-14 мм следует выполнять тремя основными слоями шва и одним внутренним подварочным слоем толщиной 4-5 мм, который накладывают изнутри трубы (рис.7.16). Подварочный слой накладывают в тех случаях, когда диаметр трубопровода и расположение стыка позволяют это. В остальных случаях сварку следует выполнять на подкладном кольце, кроме стыков мазутопроводов, которые свариваются без подкладных колец с выполнением корня шва (или всего шва) ручным аргонодуговым способом.
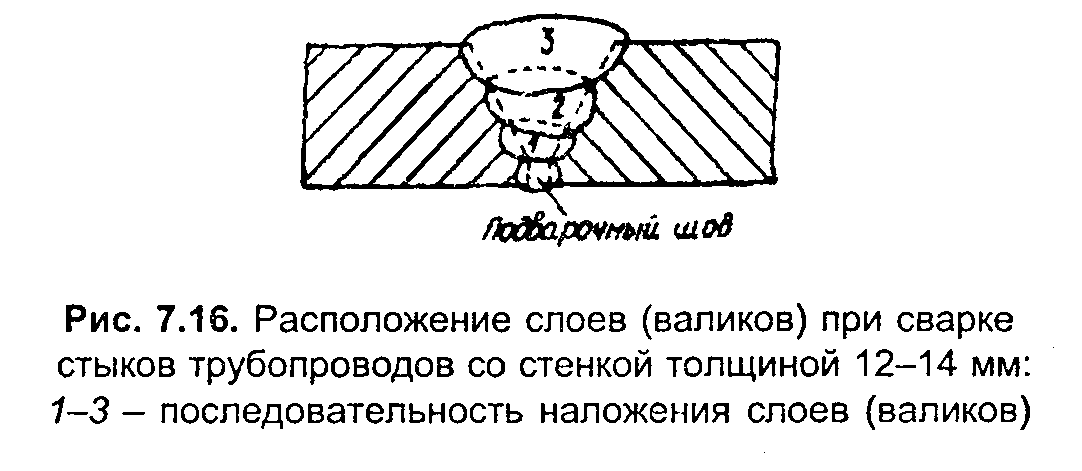
"Рис.7.16. Расположение слоев (валиков) при сварке стыков трубопроводов со стенкой толщиной 12-14 мм"
7.4.3. В процессе сварки должны соблюдаться следующие требования:
при диаметре труб 600 мм и более сварку следует производить обратноступенчатым способом участками длиной 250-300 мм;
при выполнении сварки без подварочного шва корневой слой необходимо накладывать электродами диаметром 2,5-3 мм для обеспечения полного провара корня;
подварочный слой следует накладывать после выполнения второго или третьего наружного слоя; перед наложением подварочного слоя корень шва должен быть тщательно очищен абразивным кругом или стальной щеткой с подрубкой зубилом излишних наплывов металла и вырубкой местных непроваров;
"замки" швов в соседних слоях (валиках) должны быть смещены один относительно другого согласно требованиям п.6.5.3, а по отношению к продольным или спиральным швам сварных труб - на 40-50 мм.
7.4.4. Неповоротные стыки труб диаметром 1200 мм и более можно выполнять по следующей технологии: окружность стыка разбить на две половины - нижнюю и верхнюю; раскрытие кромок и сварку в нижней части стыка выполнять с внутренней, а в верхней части - с наружной стороны трубы. Таким образом, весь стык следует сваривать в нижнем и вертикальном положениях. Сварку должны выполнять одновременно два или четыре сварщика: один сварщик (или два) сваривает верхнюю часть стыка снаружи трубы, другой сварщик (или два других) - нижнюю изнутри (рис.7.17); при этом должны быть приняты меры для защиты сварщиков, работающих внутри трубы, от брызг шлака и расплавленного металла.
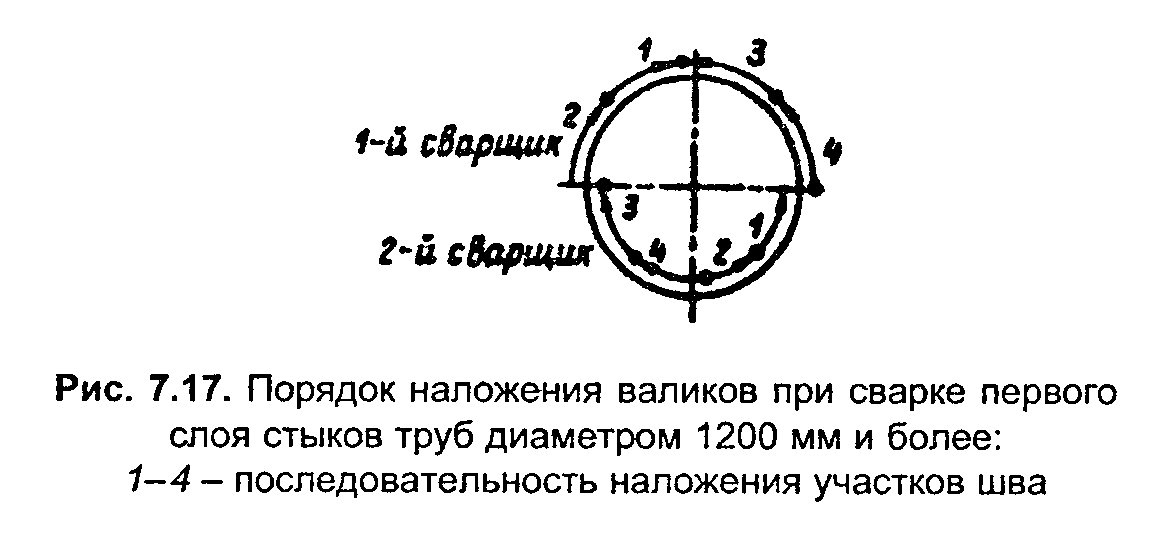
"Рис.7.17. Порядок наложения валиков при сварке первого слоя стыков труб диаметром 1200 мм и более"