

Контроль материалов для дефектоскопии
5.4.23. Каждая партия материалов для дефектоскопии (реактивов для травления, радиографической пленки, усиливающих экранов, фотореактивов и др.) перед использованием должна быть проконтролирована на:
наличие на каждом упаковочном месте (пачке, коробке, емкости и др.) этикеток с проведением проверки полноты приведенных в них данных и соответствия этих данных требованиям соответствующих ГОСТ, ТУ и инструкций;
отсутствие повреждения и порчи упаковки или самих материалов;
действие срока годности, указанного в сопроводительной документации;
соответствие качества материалов требованиям методических документов на данный вид контроля.
5.4.24. При неудовлетворительных результатах контроля данная партия материала для дефектоскопии бракуется (полностью или частично).
Примечание. По истечении срока годности материалов для радиографирования их использование допускается только после проведения испытаний, подтверждающих их пригодность в соответствии с требованиями настоящего РД. Испытания проводятся не менее чем на четырех контрольных образцах. Результаты таких испытаний действительны 6 месяцев.
6. Общие положения технологии сборки и сварки стыков труб
6.1. Подготовка деталей к сварке
6.2. Сборка стыков труб
6.3. Выполнение прихваток
6.4. Подогрев стыков при прихватке и сварке
6.5. Технология сварки стыков труб
6.1. Подготовка деталей к сварке
6.1.1. На всех поступающих на монтажную площадку блоках, трубах и деталях до начала сборки мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие блоков, труб и деталей их назначению. При отсутствии клейм, маркировки или сертификатов блоки, трубы и детали к дальнейшей обработке не допускаются.
6.1.2. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам и требованиям НТД. Отклонение плоскости реза от угольника (размер "е" нарис.6.1) должно быть не выше следующих значений (по ОСТ 24.125.60-89 и ОСТ 108.030.40-79):
Бесшовные трубы
Номинальный До 76 77-133 134-24 246-325 326-630 631-72 Более
наружный включите- 5 0 720
диаметр трубы, льно
штуцера или
патрубка, мм
Допускаемый 0,5 1,0 2,0 2,5 3,0 4,0 5,0
перекос
плоскости "е",
мм
Электросварные трубы
Номинальный От 530 до 630 Более 630
наружный
диаметр трубы,
штуцера или
патрубка, мм
Допускаемый 5,0 6,0
перекос
плоскости "е",
мм
Следует также проверить:
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под заданный внутренний диаметр, разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок проверяют специальными шаблонами);
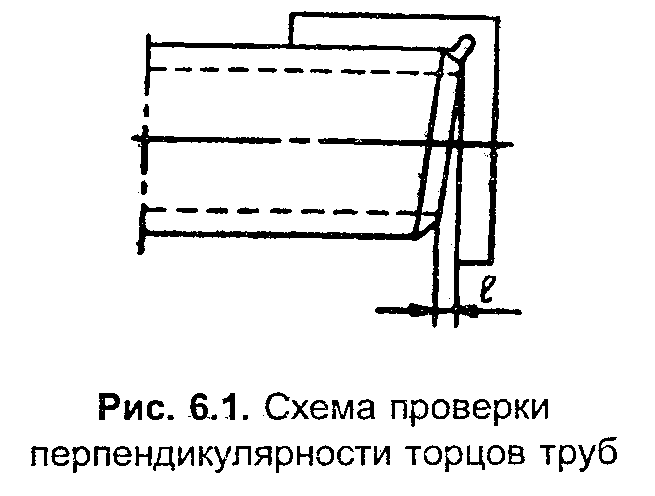
"Рис.6.1. Схема проверки перпендикулярности торцов труб"
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр, зачистки наружной и внутренней поверхностей и после калибровки).
6.1.3. При обработке концов труб длина цилиндрической расточки l под подкладное кольцо (рис.6.2) должна быть (мм):
S До 5 Свыше 5 до 25 Свыше 25
включительно
l 40 50 1,6S + 10
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца (значение угла бета - см.п.6.1.6, б). Расточку можно не производить, если внутренние диаметры стыкуемых труб позволяют собрать стык в соответствии с требованиямип.6.2.5.
6.1.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных нарис.6.2.
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
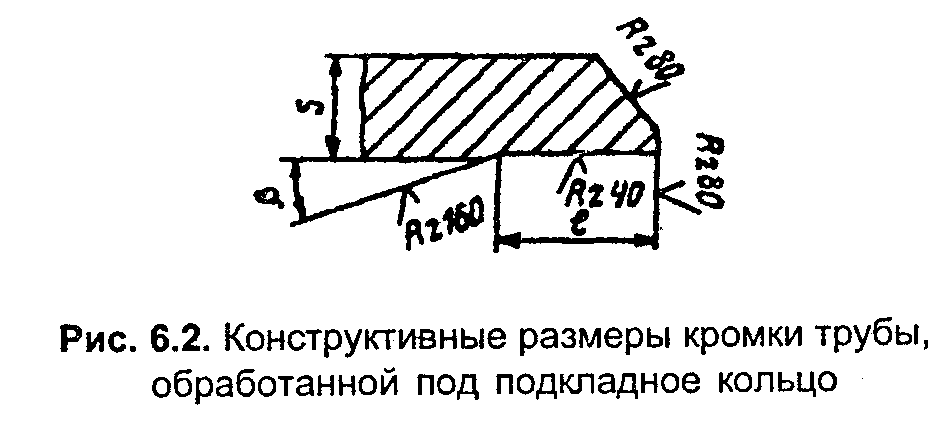
"Рис.6.2. Конструктивные размеры кромки трубы, обработанной под подкладное кольцо"
Трубы из высоколегированных сталей (мартенситного, мартенситно-ферритного и аустенитного классов) можно обрезать механическим способом, а также плазменно-дуговой, газо-флюсовой или воздушно-дуговой резкой. При огневой резке этих сталей должен быть предусмотрен припуск не менее 1 мм на последующую механическую обработку.
Фаски на трубах из углеродистых и низколегированных сталей под ручную или автоматическую аргонодуговую сварку стыков без подкладных колец, а также на трубах из высоколегированных сталей независимо от способа сварки необходимо снимать только механическим способом.
Все местные уступы и неровности, имеющиеся на кромках собираемых труб и препятствующие их соединению в соответствии с требованиями чертежей или настоящего РД, следует до сборки устранить с помощью абразивного круга или напильника, не допуская острых углов и резких переходов.
При резке труб наружным диаметром более 76 мм на оставшейся ее части (которая в данный момент не идет в работу) должна быть сохранена маркировка завода-изготовителя или нанесены вновь несмываемой краской марка стали, номер плавки и размер трубы.
6.1.5. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0°С нужно производить с предварительным подогревом до 200°С и медленным охлаждением под слоем асбеста.
6.1.6. Если разность внутренних диаметров стыкуемых труб превышает допустимую*(2), для обеспечения плавного перехода в месте стыка может быть применен один из следующих способов:
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром (рис.6.3, а). Области применения этого способа и допустимое значение раздачи приведены втабл.6.1. После раздачи необходимо проверить соответствие толщины стенки трубы минимально допустимому расчетному значению;
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим диаметром в соответствии с рис.6.3, б(для стыка без подкладного кольца) или6.3, в (для стыка с остающимся подкладным кольцом) при условии, что толщина стенки трубы после расточки будет не меньше расчетной. Этот способ можно применять для труб из любой стали. Угол выхода резца бета должен быть не более 6° на трубах из аустенитной стали и не более 15° - из других сталей;
в) наплавка на внутреннюю поверхность трубы, имеющей больший внутренний диаметр, слоя металла с последующей его обработкой резцом или абразивным камнем для снятия неровностей и обеспечения плавного перехода к поверхности труб (рис.6.3, г). Такой способ можно применять для труб диаметром 159 мм и более из углеродистых и низколегированных сталей перлитного класса.

"Рис.6.3. Способы обработки концов труб при стыковке элементов, имеющих разные внутренние диаметры"
Таблица 6.1