

Требования к изготовлению и испытанию образцов при контроле производственных сварных соединений и аттестации технологии сварки
18.6.11. Заготовку из контрольных стыков для изготовления образцов вырезают механическим способом. Разрешается вырезать заготовки огневой резкой, кроме контрольных стыков из хромомолибденованадиевой стали и стали мартенситного и мартенситно-ферритного классов. В этом случае заготовка должна быть сделана до термообработки (если она предусмотрена) и должен быть оставлен припуск не менее 5 мм на каждую сторону реза для образцов, подвергаемых механическим испытаниям, и 10 мм для образцов, предназначенных для металлографических исследований. Окончательная форма придается образцам путем механической обработки без применения предварительной правки.
18.6.12. Форма и размеры образцов для механических испытаний должны соответствовать ГОСТ 6996.
Размеры плоских образцов, вырезанных из стыков труб для испытания на растяжение, должны составлять (рис.18.2), мм:
S До 6 7-10 11-25 26-50 51-75
b +-0,5 15 20 25 30 35
в_1 25 30 35 40 45
l 50 60 100 160 200
L = l + 2h.
Длина захватной части образца h устанавливается в зависимости от конструкции испытательной машины.
18.6.13. Образцы для испытания на растяжение и изгиб, вырезанные из контрольных стыковых соединений труб при толщине стенки до 30 мм включительно, необходимо изготавливать на всю толщину основного металла. Выпуклость (усиление) шва и остатки подкладных колец следует снять заподлицо с основным металлом.
Состругивать выпуклость (усиление) шва у образцов, предназначенных для испытания на растяжение, необходимо поперек шва, при этом основной металл можно снять на всей рабочей части образца на глубину до 1 мм с каждой стороны. При изготовлении плоских образцов (рис.18.2, аи18.3, а) состругивание корня шва должно быть минимальным, позволяющим придать образцу необходимую прямоугольную форму. Удаление корня шва при изготовлении образцов из стыков труб малых диаметров не разрешается.
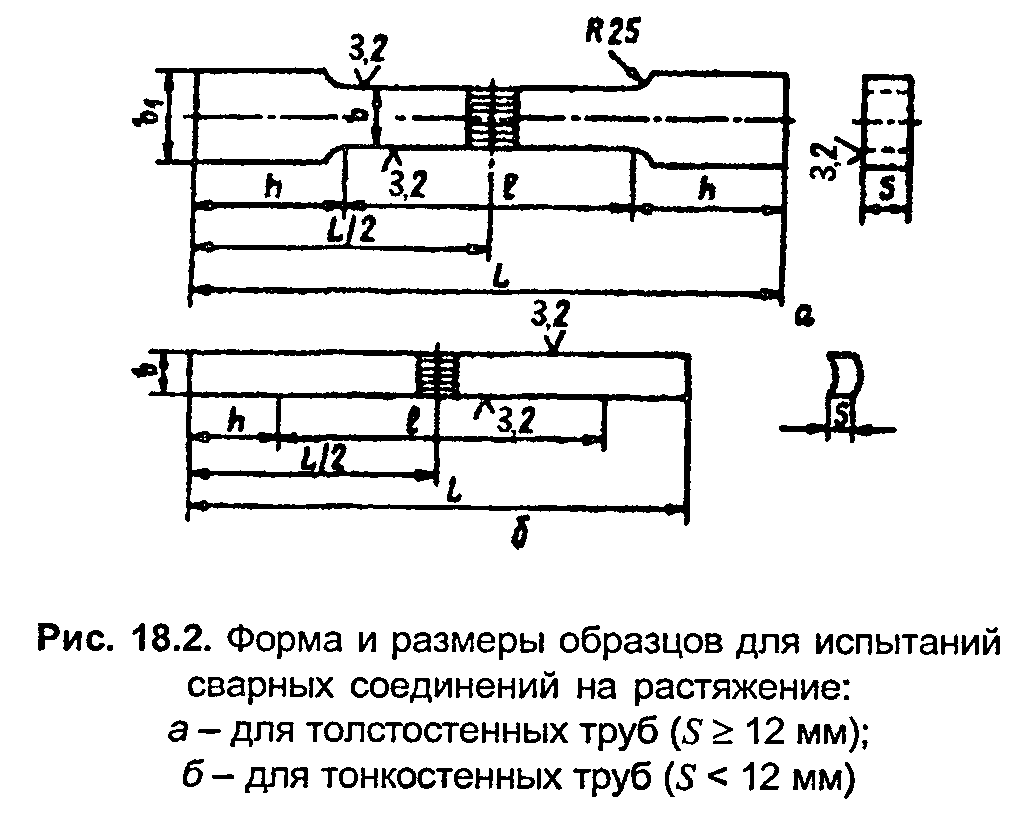
"Рис.18.2. Форма и размеры образцов для испытаний сварных соединений на растяжение"
18.6.14. Испытание на изгиб производят по схеме, показанной нарис.18.3, б.
18.6.15. При толщине стенки труб более 30 мм, если основной металл имеет временное сопротивление более 500 Мпа (50 кгс/мм2) и мощность разрывной машины недостаточна для испытания стандартных образцов на растяжение, допускается состругивать образцы со стороны выпуклости шва до 25 мм (рис.18.4).
18.6.16. Испытание на изгиб контрольных сварных соединений труб при толщине стенки более 30 мм следует производить на образцах, изготовленных во всю толщину стенки трубы, шириной h = 20 мм, при этом испытания образцов проводят "на ребро". Размеры образцов и схема испытания на изгиб "на ребро" приведены нарис.18.5.
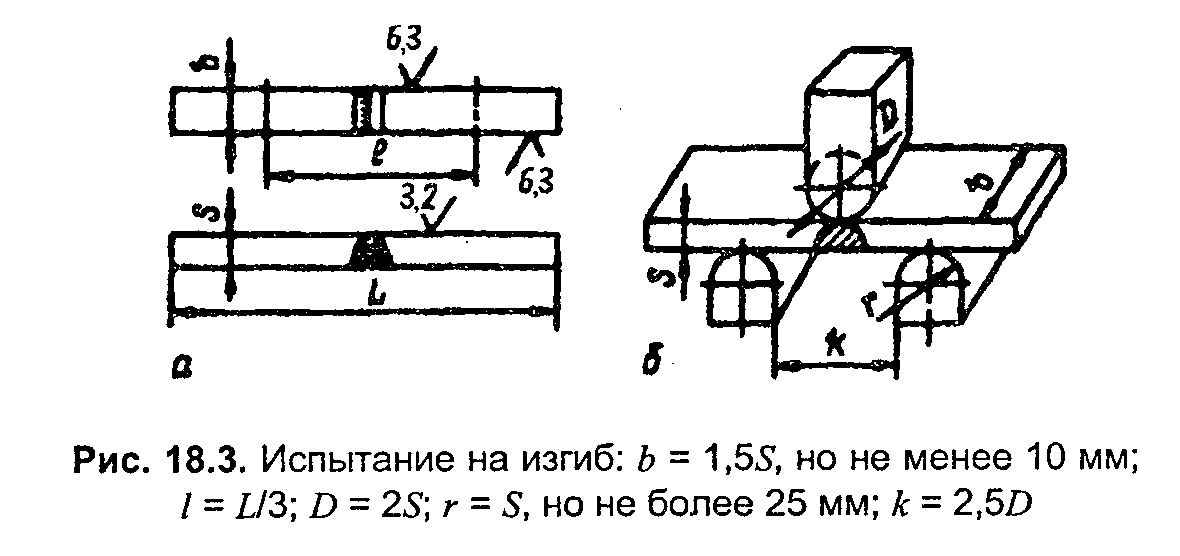
"Рис.18.3. Испытание на изгиб"
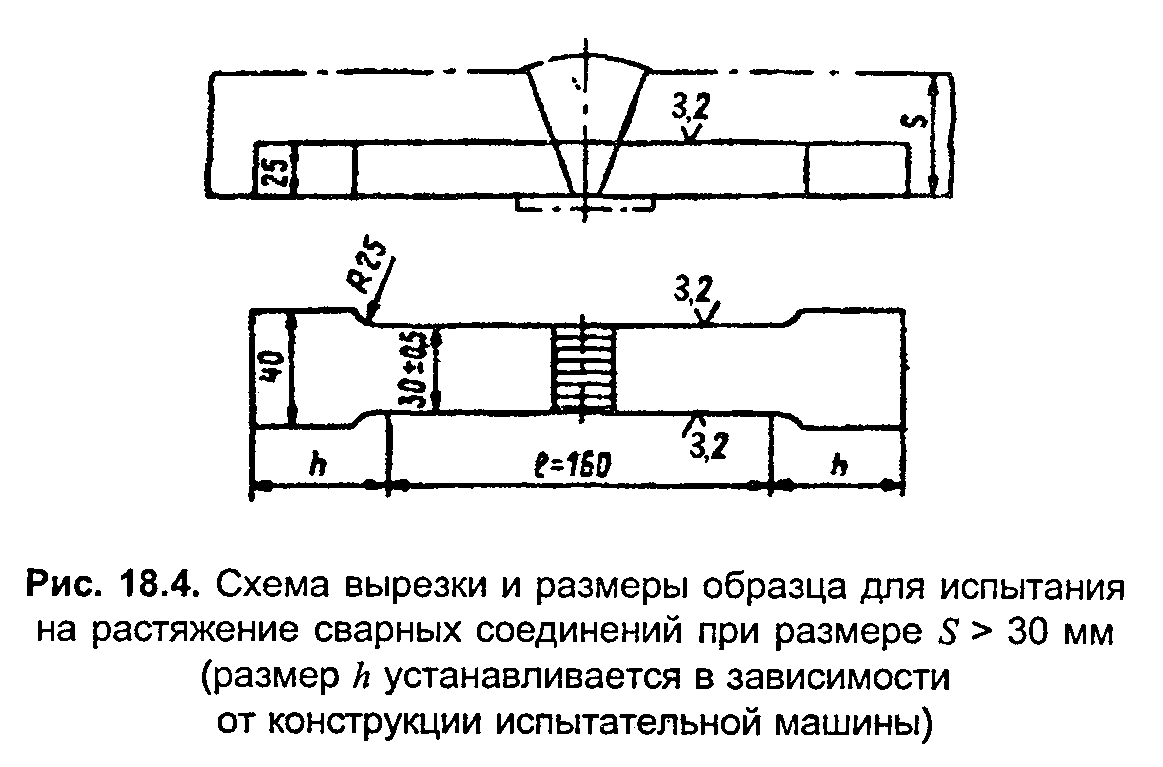
"Рис.18.4. Схема вырезки и размеры образца для испытания на растяжение сварных соединений при размере S > 30 мм (размер h устанавливается в зависимости от конструкции испытательной машины)"
Размеры образца и схема испытания на сплющивание даны на рис.18.6.
18.6.17. Для испытания сварного соединения на ударный изгиб образцы изготавливают из средней части шва с надрезом, расположенным по середине образца со стороны раскрытия шва.
18.6.18. Все механические испытания необходимо производить при комнатной температуре.
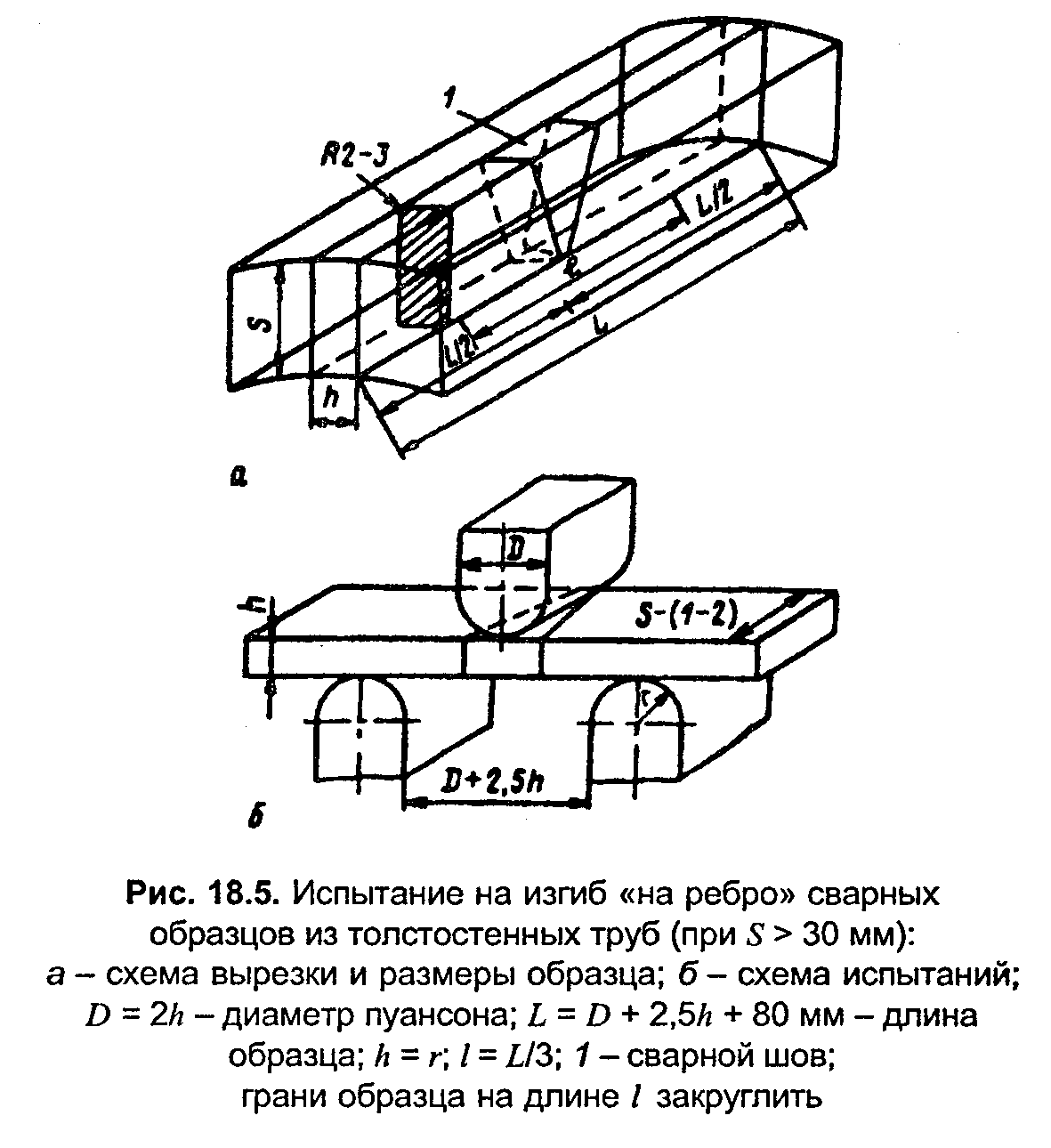
"Рис.18.5. Испытание на изгиб "на ребро" сварных образцов из толстостенных труб (при S > 30 мм)"
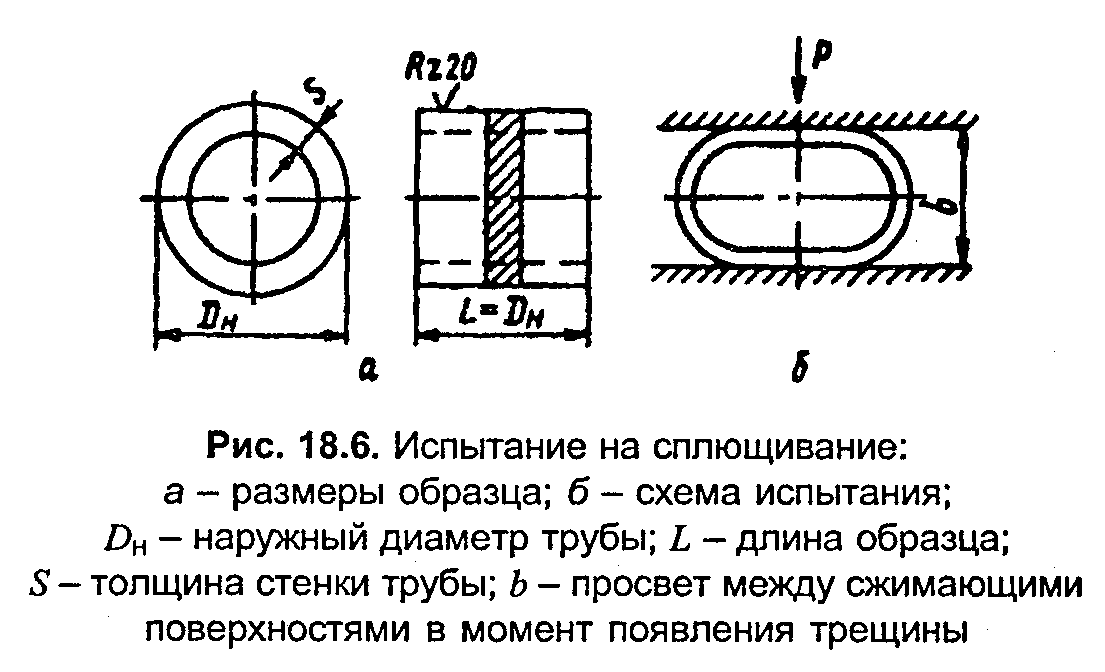
"Рис.18.6. Испытание на сплющивание"
18.6.19. Результаты механических испытаний сварных соединений должны удовлетворять следующим требованиям:
а) временное сопротивление разрыву при испытании однородных сварных соединений на растяжение должно быть не ниже минимально допустимого для основного металла, а при испытании сварных соединений элементов с разными нормативными значениями временного сопротивления - не ниже минимально допустимого значения временного сопротивления разрыву менее прочной из сваренных сталей. Для сварных соединений из стали 15ГС, подвергнутых термообработке, временное сопротивление разрыву должно быть не ниже 451 Мпа (46 кгс/мм2). Для сварных соединений труб из стали 20, выполненных газовой сваркой, временное сопротивление разрыву должно быть не ниже 373 МПа (38 кгс/мм2);
б) угол изгиба при испытании сварных образцов на изгиб должен отвечать требованиям табл.18.12;
в) просвет "b" (рис.18.6, б) между сжимающими поверхностями при испытании на сплющивание должен быть:
для газопроводов независимо от марки стали труб - равным или менее 5S;
для остальных трубопроводов:
(1 + a) x S
b <= ───────────
a + S
─
D
н
где
a = 0,08 для углеродистых и легированных сталей;
0,09 - для аустенитных сталей;
для труб размером 32 x 5 и 32 x 6 мм из стали 12X11В2МФ просвет "b" должен быть не более 5,6S и 5,0S соответственно;
г) ударная вязкость при испытаниях на ударный изгиб сварных соединений на образцах типа VI по ГОСТ 6996 должна быть не менее 49 Дж/см2 (5 кгс х м/см2) для сварных соединений элементов из стали перлитного, мартенситного и мартенситно-ферритного классов и не менее 69 Дж/см2 (7 кгс х м/см2) - для сварных соединений элементов из стали аустенитного класса.
Таблица 18.12