

2.10. Управление технологическим процессом и оценка его возможностей
Для управления процессами используют статистические сигналы о наличии особых (н е с л у ч а й н ы х) причин вариаций. Постоянное установление, а затем и устранение этих особых причин чрезмерной изменчивости процесса приводит его в состояние статистической управляемости. Если процесс находится в статистически управляемом состоянии, качество продукции предсказуемо, и процесс пригоден для удовлетворения требований, установленных в нормативных документах.
Наиболее часто используют две карты (средних и размахов). Они отражают четыре варианта условий протекания техпроцесса:
|
1. Среднее неуправляемо |
Размах управляем |
Процесс неуправляем |
|
2. Среднее управляемо |
Размах неуправляем | |
|
3. Среднее неуправляемо |
Размах неуправляем | |
|
4. Среднее управляемо |
Размах управляем |
Процесс управляем |
Проиллюстрируем эти варианты:
а) среднее процесса неуправляемо (рис. 14):
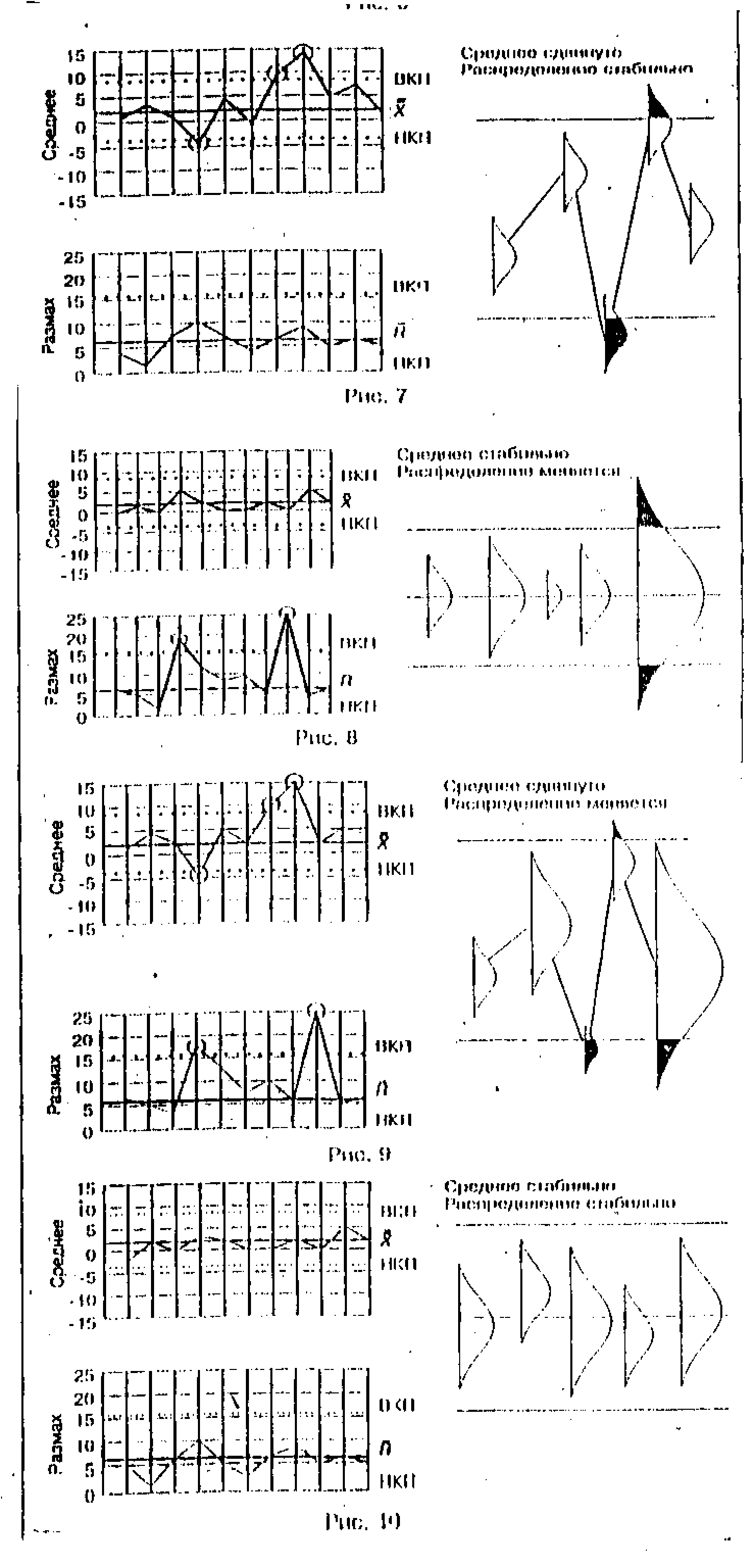
Рис. 14.
Не управляемый процесс,
т.к. неуправляемо среднее значение параметра
б) вариабельность процесса неуправляема(рис. 15):

Рис. 15.
Не управляемый процесс,
т.к. неуправляема вариабельность параметра
в) неуправляемы как среднее, так и вариация процесса(рис. 16):
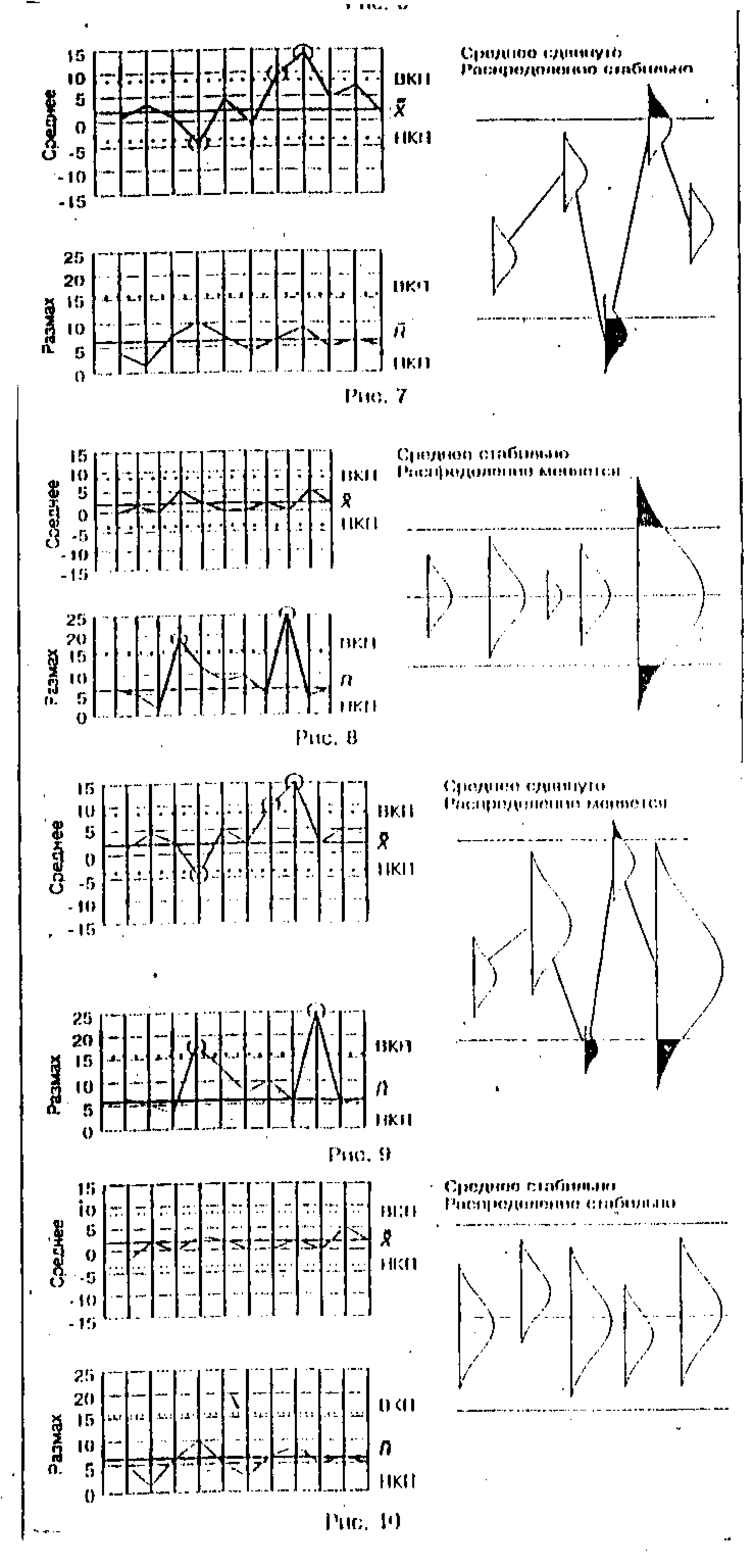
Рис. 16.
Не управляемый процесс,
т.к. неуправляемы и среднее, и размах параметра
г) процесс управляем(рис. 17):

Рис. 17.
Управляемый процесс,
т.к. управляемы и среднее, и размах параметра
Кроме контрольных карт для оценки техпроцесса используется показатель возможностей процесса(или мощности процесса). По его значению можно делать заключение о связи разброса и допуска.
В общем случае возможности процесса оцениваются с помощью индекса С р:
C
р=
![]()
где UTL– верхнее предельно допустимое значение параметра;
LTL– нижнее предельно допустимое значение параметра;
![]() - оценивают дисперсию по средней
изменчивости внутри под-
- оценивают дисперсию по средней
изменчивости внутри под-
групп и выражают как
![]() /c
4или
/c
4или![]() /d
2.
/d
2.
При С р< 1 возможности процесса считаются неприемлемыми. При
С р= 1 процесс находится на грани требуемых возможностей. На практике
в качестве минимально приемлемого значения берётся С р= 1,33 , так как в выборках всегда есть вариация данных, и нет процессов, которые находились бы всегда в статистически управляемом состоянии (более подробно об этом ниже).
3. Корреляционно-регрессионный анализ
3.1. Диаграмма разброса (корреляционный анализ)
Диаграмма разброса, также как и метод расслоения, используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы, например, между параметрами качества стекломассы (плотность, однородность и др.) или ленты стекла (толщина, разнотолщинность, кривизна, величина торцевых напряжений и др.) и технологическими параметрами варки и выработки (температура, скорость и др.). Анализ диаграмм разброса или оценка корреляционной взаимосвязи параметров является важнейшей частью корреляционно-регрессионного анализа.
Диаграмма разброса строится как график корреляции между двумя параметрами: оба параметра качества, один параметр качества – другой технологический параметр, оба параметра техпроцесса. С помощью диаграммы выясняется, имеется ли между этими двумя параметрами корреляционная зависимость (иначе говоря, взаимосвязанная изменчивость). Если усматривается наличие такой зависимости, то считают, что причинный параметр оказывает большое влияние на характеристику. А это значит, что удерживая этот параметр под контролем, можно достичь стабильности характеристики. Наличие взаимосвязи между исследуемыми параметрами облегчает контроль процесса производства с технологической, временно'й и экономической точек зрения. Зная характер взаимосвязи, можно осуществлять контроль только одного из двух параметров; нет необходимости в приборном контроле за другим параметром.
Для построения диаграммы разброса с целью определения зависимости между двумя видами данных сначала проводят сбор этих данных и представляют их в виде таблицы (например, табл. 6.) В ней: F – содержание в стекле оксида Fe 2O 3, мас.%, и D – светопропускание стекла в ИК-области спектра, % ).
Таблица 6.
Выборка для оценки связи между светопропусканием
стекла и содержанием в нём оксида железа
|
№ изме- рения |
F |
D |
№ изме- рения |
F |
D |
|
1 |
0,28 |
64,7 |
14 |
0,28 |
63,4 |
|
2 |
0,28 |
65,9 |
15 |
0,28 |
62,9 |
|
3 |
0,295 |
64,3 |
16 |
0,27 |
64,9 |
|
4 |
0,29 |
62,9 |
17 |
0,28 |
64,3 |
|
5 |
0,28 |
63,6 |
18 |
0,27 |
64,4 |
|
6 |
0,3 |
61,8 |
19 |
0,275 |
64,5 |
|
7 |
0,3 |
61,5 |
20 |
0,285 |
63,1 |
|
8 |
0,29 |
62,8 |
21 |
0,295 |
62,6 |
|
9 |
0,29 |
63,2 |
22 |
0,27 |
66,2 |
|
10 |
0,29 |
63,5 |
23 |
0,285 |
62,9 |
|
11 |
0,3 |
62,9 |
24 |
0,295 |
61,8 |
|
12 |
0,29 |
64,1 |
25 |
0,285 |
64,4 |
|
13 |
0,28 |
63,5 |
26 |
0,275 |
65,5 |
Далее данные в порядке измерения наносятся на график (например, см. рис. 18).
По диаграмме можно увидеть, имеется ли между двумя параметрами корреляционная зависимость. О наличии такой связи можно уверенно говорить, когда разброс данных имеет линейную тенденцию.
Представленные диаграммы разброса на рис. 19 демонстрируют характер корреляционной зависимости, возможный при оценке взаимосвязи
Р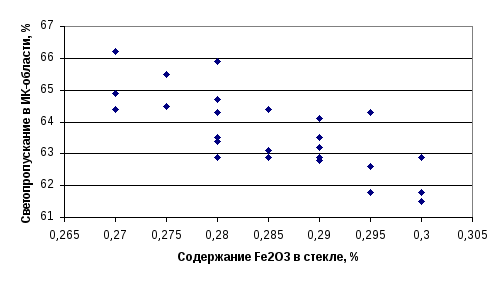 ис.
18.
ис.
18.
Пример диаграммы разброса
на основании данных таблицы 10
различных параметров, т.е. дают представление о том, как будет изменяться один параметр при определённом изменении другого.
Так, корреляция может быть п р я м о й (при увеличении одного параметра увеличивается и другой, см. рис. 20 А и Б ) ио б р а т н о йили отрицательной (при увеличении одного параметра другой при этом уменьшается, см. рис. 19 В). Корреляция может бытьт е с н о й(сильной) илил ё г к о й(слабой), см. рис. 19. А и Б, В. Наконец, корреляция может бытьк р и в о л и н е й н о й(рис. 19 Д и Е)
Оценивают степень тесноты (значимость) корреляционной зависимости различными методами. Так, можно вычислить коэффициент корреляциипо формуле:
r= ,
,
![]() гдеx i
иy i– значения параметровхиудляi-го измерения;
гдеx i
иy i– значения параметровхиудляi-го измерения;
![]() ,
,![]() - средние арифметические значения
величинх иу;
- средние арифметические значения
величинх иу;
S x,S y– стандартные отклонения величинхиу;
n– число измерений в выборке (объём выборки).
Чем ближе коэффициент корреляции к ±1, тем теснее зависимость между параметрами. Если r= 0 , корреляционная зависимость отсутствует.
Более простым методом анализа корреляционной зависимости является метод медиан. На диаграмме разброса (например, на рис. 21 [8]) проводится вертикальная линия медианы и горизонтальная линия медианы. Выше и ниже горизонтальной медианы, справа и слева от вертикальной медианы должно быть равное число точек. Если число точек нечётное, одна из медиан проходит через центральную точку.
В каждом получившихся при разделении квадрантов подсчитывается число точек и обозначают их соответственно n 1, n 2,n 3 ,n 4 . Точки, через которые прошла медиана, не учитывают. Отдельно складывают точки в положительных и отрицательных квадрантах:
n (+) =n 1+n 3= 9 + 9 = 18;
n (-) =n 2+n 4= 2 + 2 = 4;
k=n (+) +n (-)= 18 + 4 = 22.
Так как три точки находятся на медианах, kне равноn= 25.
Для определения наличия и степени корреляции по методу медианы используется таблица кодовых значений, соответствующих различным kпри двух значениях уровня значимости (коэффициента риска) α / 0,01 и 0,05 / (см.табл. 7 [8]).
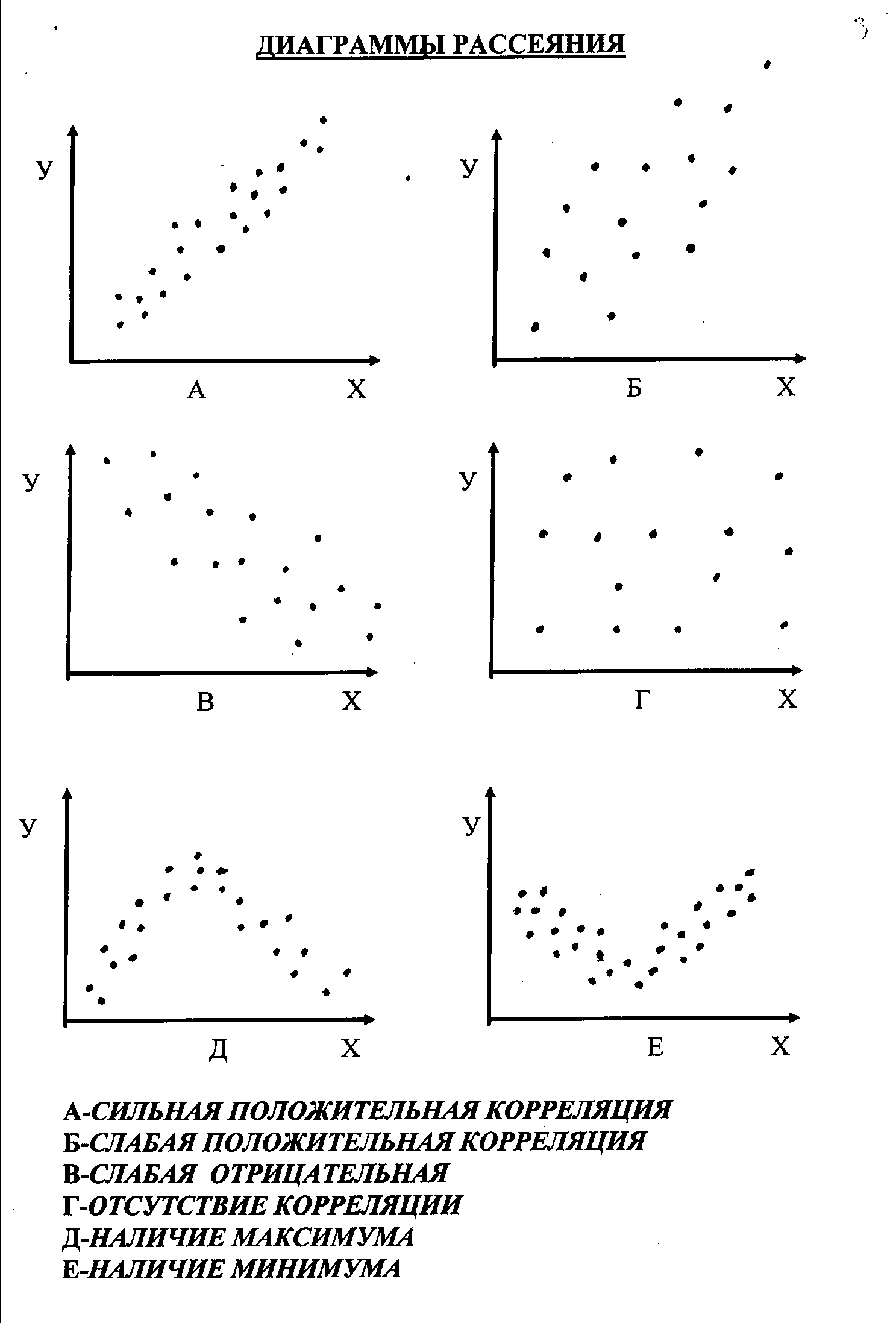
Рис. 19.
Диаграммы разброса
( А – сильная положительная или прямая корреляция, Б – слабая положительная корреляция, В – слабая отрицательная или обратная корреляция, Г – отсутствие корреляции, Д и Е – варианты криволинейной корреляции )

Рис. 20.
Определение корреляции между параметрами
методом медиан
Сравнивая меньшее из чисел n (+)иn (-)cкодовым значением из табл. 7 , соответствующим значениюk, делают заключение о наличии и характере корреляции. Если меньшее из чиселn (+)иn (-)оказывается равным или меньше кодового значения, то корреляционная зависимость имеет место. В рассматриваемом примере табличное кодовое значение при уровне значимости α = 0,01 , соответствующее k = 22, равно 4. Поскольку меньшим является значение n (-)= 4 , можно утверждать, что в данном случае между двумя параметрами существует корреляционная зависимость с коэффициентом риска 1%. Поскольку n (+)> n (-), это свидетельствует о прямой корреляции. А если бы n (+)было меньше n (-), мы говорили бы об обратной корреляции.
В тех случаях, когда характеристика (результат) у и влияющий на неё фактор (причина)хконтролируются с помощью временных графиков или контрольных карт, заключение о наличии или отсутствии корреляции между ними может быть сделано и без построения диаграммы разброса, а только на основании сравнения соответствующих кривых (см. пример из работы [8] на рис. 21 ) или сравнения самих данных измерений (см. табл. 8).
При сравнении графиков на них проводятся линии медиан, разделяющие график так, что точки графика распределяются поровну выше и ниже соответствующей медианы (в таблицах рассчитываются значения Ме ).
|
k |
α |
|
α |
|
α | |||
|
0,01 |
0,05 |
k |
0,01 |
0,05 |
k |
0,01 |
0,05 | |
|
8 |
0 |
0 |
37 |
10 |
12 |
66 |
22 |
24 |
|
9 |
0 |
1 |
38 |
10 |
12 |
67 |
22 |
25 |
|
10 |
0 |
1 |
39 |
11 |
12 |
68 |
22 |
25 |
|
11 |
0 |
1 |
40 |
11 |
13 |
69 |
23 |
25 |
|
12 |
1 |
2 |
41 |
11 |
13 |
70 |
23 |
26 |
|
13 |
1 |
2 |
42 |
12 |
14 |
71 |
24 |
26 |
|
14 |
1 |
2 |
43 |
12 |
14 |
72 |
24 |
27 |
|
15 |
2 |
3 |
44 |
13 |
15 |
73 |
25 |
27 |
|
16 |
2 |
3 |
45 |
13 |
15 |
74 |
25 |
28 |
|
17 |
2 |
4 |
46 |
13 |
15 |
75 |
25 |
28 |
|
18 |
3 |
4 |
47 |
14 |
16 |
76 |
26 |
28 |
|
19 |
3 |
4 |
48 |
14 |
16 |
77 |
26 |
29 |
|
20 |
3 |
5 |
49 |
15 |
17 |
78 |
27 |
29 |
|
21 |
4 |
5 |
50 |
15 |
17 |
79 |
27 |
30 |
|
22 |
4 |
5 |
51 |
15 |
18 |
80 |
28 |
30 |
|
23 |
4 |
6 |
52 |
16 |
18 |
81 |
28 |
31 |
|
24 |
5 |
6 |
53 |
16 |
18 |
82 |
28 |
31 |
|
25 |
5 |
7 |
54 |
17 |
19 |
83 |
29 |
32 |
|
26 |
6 |
7 |
55 |
17 |
19 |
84 |
29 |
32 |
|
27 |
6 |
7 |
56 |
17 |
20 |
85 |
30 |
32 |
|
28 |
6 |
8 |
57 |
18 |
20 |
86 |
30 |
33 |
|
29 |
7 |
8 |
58 |
18 |
21 |
87 |
31 |
33 |
|
30 |
7 |
9 |
59 |
19 |
21 |
88 |
31 |
34 |
|
31 |
7 |
9 |
60 |
19 |
21 |
89 |
31 |
34 |
|
32 |
8 |
9 |
61 |
20 |
22 |
90 |
32 |
35 |
|
33 |
8 |
10 |
62 |
20 |
22 |
91 |
32 |
35 |
|
34 |
9 |
10 |
63 |
20 |
23 |
92 |
33 |
36 |
|
35 |
9 |
11 |
64 |
21 |
23 |
93 |
33 |
36 |
|
36 |
9 |
11 |
65 |
21 |
24 |
94 |
34 |
36 |
Таблица 7.
Кодовые значения для оценки степени корреляции методом медиан
Придаётся точкам со значениями бо'льшими, чем значения медиан, знак (+), а точкам со значениями меньшими, чем у медиан, знак (-); точкам, находящимся на линиях медиан на графиках, или равных по значению медианам в таблицах, присваивается знак (0).
Далее записывается ряд знаков, полученных в результате последовательного перемножения знаков обоих параметров, причём если знаки у параметров хиуодинаковы, произведениех* уполучает знак (+), если разные – знак (-), а если одно из значений (или х, илиу) имеет знак (0), то и произведениех*уполучает знак (0).
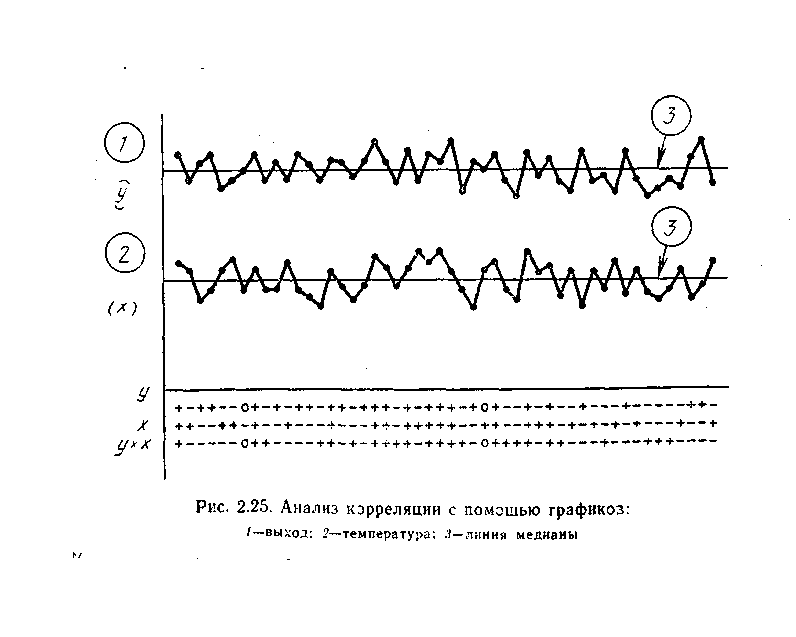
Рис. 21.
Оценка степени корреляции между параметрами
по их временным рядам.
( 1 – выход продукта, 2 – температура, 3 – линия медианы )
Теперь складываем число знаков (+), число знаков (-) и число знаков (0) и обозначаем их как n'(+), n'(-), n'0. Определяем n (+)и n(-)(например для данных из табл. 10):
n (+) =n'(+)+n'0/ 2 = 4 + 5/2 = 6,5;
n (-)=n'(-)+n'0/ 2 = 17 + 5/2 = 19,5.
Определяем k= n (+) + n (-)= 6,5 + 19,5 = 26. Меньшее из чисел n (+)и n (-)сравниваем с кодовым значением из табл. 7 , соответствующимk, и делаем заключение о наличии или отсутствии корреляции. В нашем примере меньшее из двух чисел n (+)= 6,5. Из таблицы видим, что кодовое число дляk= 26 при уровне значимости (коэффициенте риска) 0,05 равно 7. Посколькуn (+)= 6,5 < 7 , можно сделать вывод о наличии корреляции между параметрами F и D , причём отрицательной и относительно слабой. Кстати, расчётный коэффициент корреляции r = - 0,751 тоже говорит о легкой корреляции между рассматриваемыми параметрами.
Таблица 8.
Оценка корреляции между светопропусканием стекла (D)
и содержанием в нём оксида железа (F) методом медиан
-
№ изме-
рения
F
D
Сравнение
F с Ме
Сравнение
D с Ме
F*D
1
0,28
64,7
-
+
-
2
0,28
65,9
-
+
-
3
0,295
64,3
+
+
+
4
0,29
62,9
+
-
-
5
0,28
63,6
-
+
-
6
0,3
61,8
+
-
-
7
0,3
61,5
+
-
-
8
0,29
62,8
+
-
-
9
0,29
63,2
+
-
-
10
0,29
63,5
+
0
0
11
0,3
62,9
+
-
-
12
0,29
64,1
+
+
+
13
0,28
63,5
-
0
0
14
0,28
63,4
-
-
+
15
0,28
62,9
-
-
+
16
0,27
64,9
-
+
-
17
0,28
64,3
-
+
-
18
0,27
64,4
-
+
-
19
0,275
64,5
-
+
-
20
0,285
63,1
0
-
0
21
0,295
62,6
+
-
-
22
0,27
66,2
-
+
-
23
0,285
62,9
0
-
0
24
0,295
61,8
+
-
-
25
0,285
64,4
0
+
0
26
0,275
65,5
-
+
-
Ме
0,285
63,5