

2.9. Контрольные карты
Производственный процесс – это процесс с непостоянными условиями производства. Чем чаще и больше меняются условия производства, тем больше оснований считать процесс возмущаемым или статистически не подконтрольным. Для того, чтобы держать процесс в стабильном состоянии, используют различного вида контрольные карты[ 7 ].
Разработка контрольных карт заключается в установлении необходимого объёма выборки и промежутка времени между очередными отборами данных, а также определении средней линии карты и контрольных, а иногда и промежуточных (предупредительных), границ.
Контрольные карты должны быть выгодны для производства. Поэтому при их разработке необходимо учитывать:
расходы на контроль – они возрастают с увеличением объёма выборки и уменьшаются с сокращением промежутка времени между отбором выборок данных;
расходы, связанные с приостановкой производства – они тем меньше, чем меньше интервал между выборками; поскольку об отклонениях в процессе становится известно раньше, то и времени на устранение причин отклонений потребуется меньше;
расходы, связанные с не обнаруживаемыми отклонениями – чем больше интервал контроля, тем больше вероятность пропустить какое-либо отклонение в процессе.
Контрольная карта представляет собой специальный бланк с графическим временным рядом данных измерений или контроля параметров и условий производства. На карту наносится средняя линия, являющаяся или заданием, предусмотренным каким-либо нормативным документом или распоряжением, или величиной, определённой при исследовании процесса за какой-либо предыдущий период работы производства. А главным признаком контрольных карт является то, что выше и ниже средней линии наносятся, так называемые, верхняя и нижняя контрольные границы. Именно в расчёте этих границ и заключается математический аппарат данного метода (рис. 13)
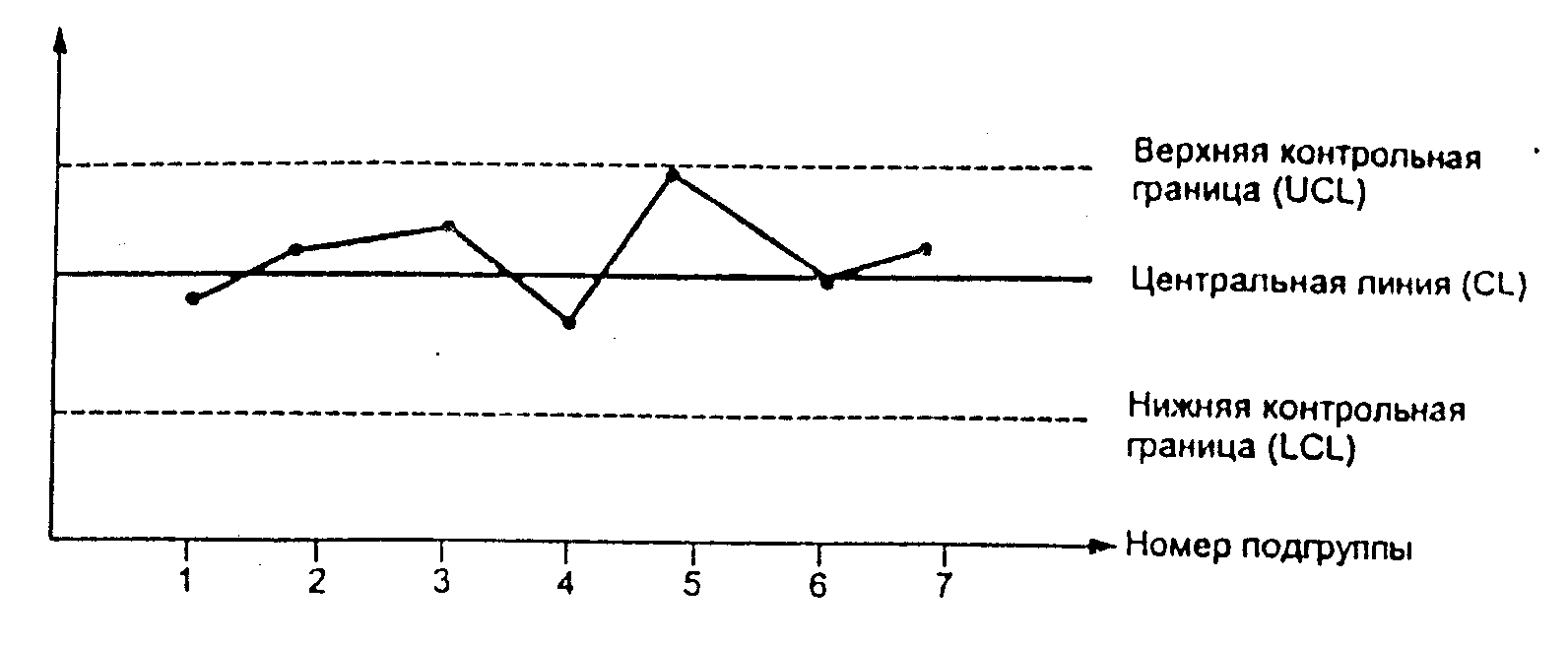
Рис. 13.
Общий вид контрольной карты
Контролируя изменение данных с течением времени, следят, чтобы точки графика не выходили за контрольные границы. Если обнаруживается выброс одной или нескольких точек за контрольные границы, это расценивается как информация об отклонении параметров или условий процесса от установленных норм. Для выяснения причин отклонения (колебания) процесса исследуют влияние качества исходного материала, полуфабрикатов или комплектующих со стороны; параметров операций, условий проведения технологических операций, состояние оборудования и измерительной техники.
Стандартом предусмотрены две группы контрольных карт ( см. схему в приложении 3 ):
а) контрольные карты для количественных данных:
карты средних (
 )
и размахов (R) или выборочных стан-
)
и размахов (R) или выборочных стан-
дартных отклонений (s);
карта индивидуальных значений (X) и скользящих разма-
хов (R);
карта медиан (Ме) и размахов (R);
б) контрольные карты для альтернативных данных:
4) карта долей несоответствующих единиц продукции (p) или
карта числа несоответствующих единиц (np);
5) карта числа несоответствий (с) или карта числа несоответ-
ствий, приходящихся на единицу продукции (u).
1) К а р т ы
с р е д н и х (![]() )
и р а з м а х о в (R)
и л и в ы б о р о ч н ы х
с т а н д а р т н ы х о т к л о н е н и й (s).
)
и р а з м а х о в (R)
и л и в ы б о р о ч н ы х
с т а н д а р т н ы х о т к л о н е н и й (s).
Этот
вид контрольных карт применяют тогда,
когда каждая контрольная точка «рождается»
из какой-либо выборки. Например, параметр
контролируется ежечасно, значит за
смену набирается выборка из 8 – 12 значений
параметра, таким образом, мы можем
определить в ней не только среднее
арифметическое, но и размах, и стандартное
отклонение. Для контроля процесса строят
в этом случае две или три карты: одна
отражает изменение среднего значения
параметра от смены к смене, две другие
характеризуют изменчивость параметра
от часа к часу. Чаще всего используют
пару
![]() -
иR-карту.
-
иR-карту.
Для расчёта контрольных границ применяют формулы табл. 3.
Таблица 3.
Формулы для расчёта контрольных границ карт 1 типа
|
Статистика |
Стандартные значения не заданы |
Стандартные значения заданы | ||
|
Центральная линия |
UCL и LCL |
Центральная линия |
UCL и LCL | |
|
|
|
|
X 0 или μ |
X 0 ± A 1 σ 0 |
|
R |
|
D3
|
R 0 или d2 σ 0 |
D1 σ 0 , D2 σ 0 |
|
s |
|
B3
|
s 0 или С4 σ 0 |
B5 σ 0 , B6 σ 0 |
|
П р и м е ч а н и е - Заданы стандартные значения X0 или μ , R0 , S0 или σ 0 | ||||
2) К а р т ы и н д и в и д у а л ь н ы х з н а ч е н и й (Х)
и с к о л ь з я щ и х р а з м а х о в (R)
В тех
случаях, когда условия не позволяют или
непрактично иметь дело с выборками
данных, например, когда при измерении
параметра можно получить только одно
значение, приходится управлять процессом
на основе таких (индивидуальных) значений
(Х ί). В этом случае вариабельность
(изменчивость) процесса характеризуют
скользящим размахом, представляющим
собой абсолютное значение разности
измерений в последовательных парах,
т.е. разность первого и второго измерений,
затем второго и третьего и т.д. На основе
скользящих размахов (Rί) вычисляют
средний скользящий размах (![]() )
за какой-то период, который и используют
для построения контрольных карт. По
всем данным за этот же период вычисляют
и общее среднее параметра (
)
за какой-то период, который и используют
для построения контрольных карт. По
всем данным за этот же период вычисляют
и общее среднее параметра (![]() ). В таблице 4 приведены формулы расчёта
контрольных границ для карт индивидуальных
значений.
). В таблице 4 приведены формулы расчёта
контрольных границ для карт индивидуальных
значений.
Таблица 4
Формулы для расчёта контрольных границ карт 2 типа
|
Статистика |
Стандартные значения не заданы |
Стандартные значения заданы | ||
|
Центральная линия |
UCL и LCL |
Центральная линия |
UCL и LCL | |
|
Индивидуальное значение Х |
|
|
X0 или μ |
Х0 ± 3 σ0 |
|
Скользящий размах R |
R |
D4 R, D3R |
R0 или d2 σ0 |
D2σ0, D1σ0 |
|
Примечания Заданы стандартные значения X0 и R0 или m и sо R обозначает среднее скользящего размаха из двух наблюдений (n = 2) Значения коэффициентов d2, D1, D2, D3, D4 и косвенно Е2 = 3/d2 можно получить из таблицы 2 при n = 2 | ||||
3) К а р т ы м е д и а н (Ме) и р а з м а х о в (R)
Карты
медиан по сравнению с картами
![]() -
иR-картами более просты
в применении и не требуют больших
вычислений, но обеспечивают аналогичные
выводы и имеют определённые преимущества.
-
иR-картами более просты
в применении и не требуют больших
вычислений, но обеспечивают аналогичные
выводы и имеют определённые преимущества.
Контрольные границы для карт медиан вычисляют обычно путём расчёта средних от медиан подгрупп (выборок) и средних размахов.
Для карты
медиан центральная линия равна
![]() (среднему от медиан подгрупп), а верхняя
и нижняя границы определяются по
формулам:
(среднему от медиан подгрупп), а верхняя
и нижняя границы определяются по
формулам:
UCL Ме=![]() иLCL Ме=
иLCL Ме=![]() .
.
Значение коэффициента А 4находят по таблице 5.
Таблица 5.
Коэффициент для расчёта контрольных границ карт 3 типа
|
n |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
А 4 |
1,88 |
1,19 |
0,80 |
0,69 |
0,55 |
0,51 |
0,43 |
0,41 |
0,36 |
Для карт
размахов центральная линия равна
![]() (среднему размаховR
ί для всех подгрупп), а верхняя и
нижняя границы рассчитываются по
формулам:UCL R=D 4ּ
(среднему размаховR
ί для всех подгрупп), а верхняя и
нижняя границы рассчитываются по
формулам:UCL R=D 4ּ
![]() иLCL R=D 3ּ
иLCL R=D 3ּ
![]() . ЗначенияD 3иD 4приведены в
табл. 7.
. ЗначенияD 3иD 4приведены в
табл. 7.
4) К а р т ы д л я а л ь т е р н а т и в н ы х д а н н ы х
Альтернативными данными пользуются в производстве штучных изделий или в системе контроля качества, или с исследовательскими целями. При этом фиксируют наличие (или отсутствие) каких-либо характеристик (признаков, свойств) у каждой единицы рассматриваемой выборки. На основе этих данных подсчитывают число единиц, обладающих (или не обладающих) данным признаком или число таких признаков в единице продукции, выборке. Например, эти карты целесообразно использовать в производстве стеклопакетов, плоского и гнутого сталинита, триплекса, зеркал и т.д. Можно также использовать их для контроля показателей качества листового стекла при его непрерывной выработке.
В таблице 6 приведены формулы для расчёта контрольных границ в картах, использующих альтернативные данные. В качестве меры рассеяния признака применяют так называемое «правило трёх сигм» (или тройной величины дисперсии показателя)
Расчёты для карт связаны с объёмом выборок. Когда объём выборок (партий) постоянен, для каждой из них выбираются одни и те же контрольные границы. Если число контролируемых единиц в каждой выборке
Таблица 6
Формулы для расчёта контрольных границ карт 4 и 5 типа
|
Статистика |
Стандартные значения не заданы |
Стандартные значения заданы | ||
|
Центральная линия |
3-σ контрольные границы |
Центальная линия |
3-σ контрольные границы | |
|
р |
|
|
|
|
|
np |
|
|
np0 |
|
|
c |
|
|
c0 |
|
|
u |
|
|
U0 |
|
|
Примечание – po, npo, co, uo – заданные стандартные значения. | ||||
(партии, группе) различно, контрольные границы рассчитываются для каждой выборки отдельно. При этом чем меньше объём выборки, тем будет шире полоса между контрольными границами.
|
Число наблюдений в подгруппе n |
Коэффициенты для вычисления контрольных границ |
Коэффициенты для вычисления центральной линии | |||||||||||||
|
А1 |
А2 |
А3 |
В1 |
В2 |
В3 |
В4 |
D1 |
D2 |
D3 |
D4 |
C4 |
1/C4 |
d2 |
1/d2 | |
|
2 |
2,121 |
1,880 |
2,659 |
0,000 |
3,267 |
0,000 |
2,606 |
0,000 |
3,686 |
0,000 |
3,267 |
0,7979 |
1,2533 |
1,128 |
0,8865 |
|
3 |
1,732 |
1,023 |
1,954 |
0,000 |
2,568 |
0,000 |
2,676 |
0,000 |
4,358 |
0,000 |
2,574 |
0,8886 |
1,1284 |
1,693 |
0,5907 |
|
4 |
1,500 |
0,729 |
1,628 |
0,000 |
2,266 |
0,000 |
2,088 |
0,000 |
4,696 |
0,000 |
2,282 |
0,9213 |
1,0854 |
2,059 |
0,4857 |
|
5 |
1,342 |
0,577 |
1,427 |
0,000 |
2,089 |
0,000 |
1,964 |
0,000 |
4,918 |
0,000 |
2,114 |
0,9400 |
1,0638 |
2,326 |
0,4299 |
|
6 |
1,225 |
0,483 |
1,287 |
0,030 |
1,970 |
0,029 |
1,874 |
0,000 |
5,078 |
0,000 |
2,004 |
0,9515 |
1,0510 |
2,534 |
0,3946 |
|
7 |
1,134 |
0,419 |
1,182 |
0,118 |
1,882 |
0,113 |
1,806 |
0,204 |
5,204 |
0,076 |
1,924 |
0,9594 |
1,0423 |
2,704 |
0,3698 |
|
8 |
1,061 |
0,373 |
1,099 |
0,185 |
1,815 |
0,179 |
1,751 |
0,388 |
5,306 |
0,136 |
1,864 |
0,9650 |
1,0363 |
2,847 |
0,3512 |
|
9 |
1,000 |
0,337 |
1,032 |
0,239 |
1,761 |
0,232 |
1,707 |
0,547 |
5,393 |
0,184 |
1,816 |
0,9693 |
1,0317 |
2,970 |
0,3367 |
|
10 |
0,949 |
0,308 |
0,975 |
0,284 |
1,716 |
0,276 |
1,669 |
0,687 |
5,469 |
0,223 |
1,777 |
0,9727 |
1,0281 |
3,078 |
0,3249 |
|
11 |
0,905 |
0,285 |
0,927 |
0,321 |
1,679 |
0,313 |
1,637 |
0,811 |
5,535 |
0,256 |
1,744 |
0,9754 |
1,0252 |
3,173 |
0,3152 |
|
12 |
0,866 |
0,266 |
0,886 |
0,354 |
1,646 |
0,346 |
1,610 |
0,922 |
5,594 |
0,283 |
1,717 |
0,9776 |
1,0229 |
3,258 |
0,3069 |
|
13 |
0,832 |
0,249 |
0,850 |
0,382 |
1,618 |
0,374 |
1,585 |
1,025 |
5,647 |
0,307 |
1,693 |
0,9794 |
1,0210 |
3,336 |
0,2998 |
|
14 |
0,802 |
0,235 |
0,817 |
0,406 |
1,594 |
0,399 |
1,563 |
1,118 |
5,696 |
0,328 |
1,672 |
0,9810 |
1,0194 |
3,407 |
0,2935 |
|
15 |
0,775 |
0,223 |
0,789 |
0,428 |
1,572 |
0,421 |
1,544 |
1,203 |
5,741 |
0,347 |
1,653 |
0,9823 |
1,0180 |
3,472 |
0,2880 |
|
16 |
0,750 |
0,212 |
0,763 |
0,448 |
1,552 |
0,440 |
1,526 |
1,282 |
5,782 |
0,363 |
1,637 |
0,9835 |
1,0168 |
3,532 |
0,2831 |
|
17 |
0,728 |
0,203 |
0,739 |
0,466 |
1,534 |
0,458 |
1,511 |
1,356 |
5,820 |
0,378 |
1,622 |
0,9845 |
1,0157 |
3,588 |
0,2784 |
|
18 |
0,707 |
0,194 |
0,718 |
0,482 |
1,518 |
0,475 |
1,496 |
1,424 |
5,856 |
0,391 |
1,608 |
0,9854 |
1,0148 |
3,640 |
0,2747 |
|
19 |
0,688 |
0,187 |
0,698 |
0,497 |
1,503 |
0,490 |
1,483 |
1,487 |
5,891 |
0,403 |
1,597 |
0,9862 |
1,0140 |
3,689 |
0,2711 |
|
20 |
0,671 |
0,180 |
0,680 |
0,510 |
1,490 |
0,504 |
1,470 |
1,549 |
5,921 |
0,415 |
1,585 |
0,9869 |
1,0133 |
3,735 |
0,2677 |
|
21 |
0,655 |
0,173 |
0,663 |
0,523 |
1,477 |
0,516 |
1,459 |
1,605 |
5,951 |
0,425 |
1,575 |
0,9876 |
1,0126 |
3,778 |
0,2647 |
|
22 |
0,640 |
0,167 |
0,647 |
0,534 |
1,466 |
0,528 |
1,488 |
1,659 |
5,979 |
0,434 |
1,566 |
0,9882 |
1,0119 |
3,819 |
0,2618 |
|
23 |
0,626 |
0,162 |
0,633 |
0,545 |
1,455 |
0,539 |
1,438 |
1,710 |
6,006 |
0,443 |
1,557 |
0,9887 |
1,0114 |
3,858 |
0,2592 |
|
24 |
0,612 |
0,157 |
0,619 |
0,555 |
1,445 |
0,549 |
1,429 |
1,759 |
6,031 |
0,451 |
1,548 |
0,9892 |
1,0109 |
3,895 |
0,2567 |
|
25 |
0,600 |
0,153 |
0,606 |
0,565 |
1,434 |
0,559 |
1,420 |
1,806 |
6,056 |
0,459 |
1,541 |
0,9896 |
1,0105 |
3,931 |
0,2544 |
|
Примечание – Источник ASTM, Philadelphia, PA,USA. | |||||||||||||||
Таблица 7
Коэффициенты для расчёта контрольных границ