

ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
УДК 621.941.025
МироненкоЕ. В., МарчукЕ.В., АмалицкийС.А.
ДГМА, АО«НКМЗ» г. КраматорскУкраина,
ГИБКАЯМОДУЛЬНАЯОСНАСТКА ДЛЯСПЕЦИАЛЬНЫХФРЕЗЕРНО-РАСТОЧНЫХСТАНКОВ
Using progressive technologies we have obtained the ways of solution of task on automatic modeling of instrumental block from different systems. Such an approach allows effective usage of existing lot of unique machine tools for fabrication of complicated competitive products.
Введение
Повышение требований к качеству и конкурентоспособности продукции металлургических предприятий вынуждает к принятию нетрадиционных решений. В настоящее время металлургические предприятия вышли на современный рынок металлопроката. В связи с этим появилась необходимость совершенствования и закупки нового оборудования. В условиях развивающейся экономики металлургические предприятия не могут себе позволить полностью обновить имеющееся оборудования и это не всегда целесообразно в связи с высокими затратами. В этом случае выходом из данной ситуации может послужить путь усовершенствования уже имеющегося оборудования.
В настоящее время в мире только в таких странах как Англия, Китай, Германия и Украина существуют фирмы занимающиеся коренной модернизацией прокатных станов на месте эксплуатации. На Украине эти задачи успешно решает ЗАО «НКМЗ». Здесь был спроектирован и изготовлен комплекс по обработке станин клетей прокатных станов состоящий из специальных фрезерно-расточных станков, которые могут подвергать обработке станины широкого диапазона станов холодной и горячей прокатки.
При проектировании станков появилась необходимость их использования, как для фрезерных, так и для расточных операций. Существующие системы инструмента [1, 2] в основном предназначены для тяжелых станков токарной группы. Соответственно необходимо было проектировать систему режущего инструмента состоящего из сверл и фрез разного назначения. Поставленную задачу можно было решить двумя путями:
- спроектировать совершенно новый режущий инструмент, который бы имел единое посадочное место для сверл, метчиков и фрез;
- спроектировать систему переходников, позволяющую использовать уже имеющийся режущий инструмент с различными посадочными местами (принцип модульности).
Преимуществом первого пути является более жесткая технологическая система, однако за счет какого-то одного типоразмера невозможно в
18
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
должной мере использовать систему инструмента. К недостаткам этого пути следует отнести довольно дорогое изготовление специального инструмента.
Именно высокая стоимость и отсутствие широкой номенклатуры режущего инструмента повлияло на выбор второго пути получения широкой номенклатуры режущего инструмента. В целях универсальности был спроектирован универсальный суппорт подходящий для обоих станков.
Общие положения
Рассматривая инструментальный блок как систему, состоящую из вспомогательного, нормализованного или специального режущего инструмента и разрабатывая алгоритм последовательности их сборки в зависимости от вида обработки и модели выбранного станка получаем возможность компоновки специальных функциональных единиц (комбинаций указанного инструмента), каждая из которых служит для выполнения конкретного технологического перехода. При этом обеспечивается универсальность их применения для типовых обрабатываемых поверхностей различных деталей на разных моделях станков, быстросменность при переналадке на другую обрабатываемую поверхность или замене вышедшего из строя инструмента. Проведенный анализ и систематизация мест крепления инструмента в шпинделях станков и хвостовиков оправок отечественного и импортного инструмента – позволили определить основные типы конструкций переходников, обеспечивающие решение данной проблемы.
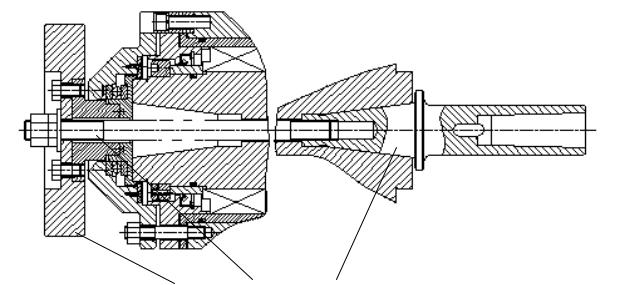
На рис. 1 представлен шпиндель который позволяет применять различный инструмент, а на рис. 2 показана одна из переходных втулок.
|
|
|
1 |
2 |
3 |
1 - маховое колесо; 2 - винт крепления; 3 - оправка под инструмент, с конусом Морзе
Рисунок 1 – Опора шпинделя
19
ISBN 966-7851-19-2 Надійність інструменту та оптимізація технологічних систем. №14 2003.
В процессе обработки за счет неметаллических включений в поверхностном слое детали возникают резкие перепады сил резания, а оба станка используют гидромоторы для главного движения и движений подачи. Поэтому для гашения пиковых нагрузок было принято решение добавить в конструкцию шпинделя маховое колесо, которое за счет своей инерционности уменьшает амплитуду колебаний сил резания.
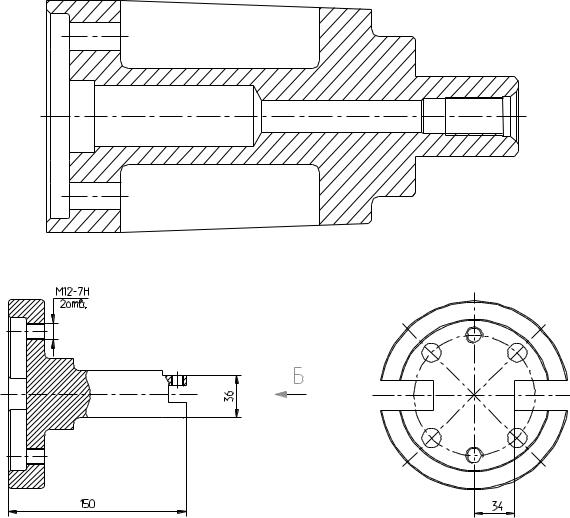
На рисунке 1 позиция 3 и рисунках 2 и 3 представлены две различные оправки под различные посадочные места режущего инструмента. Именно за счет них на станках удается применять различные универсальные инструменты.
Рисунок 2 – Оправка под торцевую фрезу
Рисунок 3 – Оправка под дисковую фрезу
Так как станины клетей получены литьем, то при их обработке часто встречаются неметаллические включения (в основном песок) и поэтому обычный инструмент на черновых проходах дает низкую стойкость.
20