

§ 4.2. Испытания волноводных устройств
Под испытаниями волноводов понимается проверка устойчивости их эксплуатационных характеристик при воздействии механических (вибрации, линейные ускорения и удары) и климатических (температура, влажность, атмосферное давление, действие солнечных лучей и т. д.)
факторов. Поэтому испытания делятся на механические и климатические. Они необходимы для выявления ошибок при проектировании и изготовлении волноводных устройств, для определения и предотвращения причин отказов.
Механические испытания волноводных устройств служат для проверки их прочности. Их характер определяется условиями эксплуатации.
Проверку эксплуатационных характеристик устройства осуществляют в процессе механических испытаний и после них.
В табл. 4.1 приведены ориентировочные значения параметров механического воздействия на аппаратуру в процессе эксплуатации.
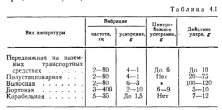
Механические испытания предусматривают проверку устойчивости волноводного устройства к воздействию механических перегрузок. Под их воздействием возможно нарушение механической прочности волноводного устройства в местах пайки, самоотвинчивание гаек крепежных винтов, нарушение электрической и воздушной герметизации, отслаивание и растрескивание лакокрасочных покрытий.
При воздействии вибраций возможно совпадение собственной частоты колебаний устройства с частотой вибрации, что вызовет полное его разрушение.
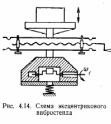
Испытание на воздействие вибрации, проверка вибропрочности и виброустойчивости производятся на различных вибростендах. Наиболее простым является эксцентриковый вибростенд (рис. 4.14). При вращении эксцентрика развивается центробежная сила, под действием которой платформа совершает возвратно-поступательное движение в вертикальной плоскости. Это движение через систему пружин передается на платформу, к которой прикрепляется испытуемый узел. Частота вибрации регулируется изменением числа оборотов эксцентрика и не превышает 100 гц, амплитуда — изменением рабочей длины передаточных пружин.
Для получения более высоких частот вибрации используются центробежные вибростенды с неуравновешенными эксцентриками (рис. 4.15), которые вращаются с одинаковой скоростью в противоположные стороны. Вертикальные составляющие их центробежных сил вызывают колебание платформы в вертикальной плоскости. Амплитуда колебаний платформы может регулироваться смещением одного из эксцентриков вокруг оси относительно его начального положения. Частота колебаний меняется за счет изменения числа оборотов эксцент-' риковой пары и достигает 500 гц.
Для получения колебаний в диапазоне от десятков до тысяч герц используются электродинамические вибростенды, основой которых является постоянный магнит в зазоре, между его полюсными наконечниками расположена катушка, скрепленная с платформой: При пропускании переменного тока через катушку в результате взаимодействия магнитных полей катушка приобретает возвратно-поступательное движение в вертикальной плоскости.
Ударные прочность и устойчивость аппаратуры проверяются на ударных стендах. Наиболее простым является эксцентриковый ударный стенд (рис. 4.16). Платформ ма Р с испытуемым узлом Q периодически поднимается эксцентриком Э и падает на амортизаторы L. Платформа крепится на направляющих N. Перегрузка при ударе определяется высотой Н свободного падения и упругими свойствами амортизаторов.