

§ 2.2. Изготовление корпусов точным литьем
Волноводные корпуса, изготавливаемые точным литьем, имеют каналы прямоугольного, эллиптического или круглого сечения и сложную конфигурацию. Толщина стенок литых волноводных корпусов лежит в пределах 1,5—2,5 мм. Радиус закругления в углах канала прямоугольного поперечного сечения 0’2—0,3 мм. Литьем получают как латунные волноводные корпуса (ЛС59-1Л), так и корпуса из сплавов алюминия (АЛ9, АЛ2). Механические свойства отливок волноводных корпусов при- ведены в табл. 2.10.
Точность размеров волноводных корпусов, полученных литьем, соответствует требованиям 4—6-го классов. Чистота токонесущих поверхностей волноводных каналов, полученных литьем, лежит в пределах 5—6-го классов шероховатости. При изготовлении волноводных корпусов точным литьем по выплавляемым моделям в состав формы входит кварцевый песок, который при нагреве расплавленным металлом переходит из а модификации в р модификацию, претерпевая объемные изменения. Особенно это влияет на плоские поверхности волноводного корпуса: они искажаются — становятся вогнутыми. Для того чтобы избежать этого, в конструкции волноводных корпусов необходимо предусмотреть ребра жесткости, расположенные в направлении, перпендикулярном большей оси плоскости. Если конструкция не предусматривает ребер жесткости, то их следует ввести на этапе изготовления с последующим удалением.
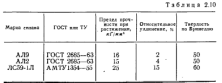
Схема технологического процесса изготовления корпусов волноводных устройств точным литьем по выплавляемым моделям показана на рис. 2.3.
Для изготовления моделей отливаемых волноводных корпусов применяется парафиново-стеариновая смесь в соотношении 1X1- Так как к точности и стабильности размеров полости волновода предъявляются высокие требования, применять смесь, бывшую в употреблении, не следует (даже в качестве добавок к свежему составу). Возврат можно использовать только для изготовления литниковой системы. Смесь приготовляют следующим образом: раздробленный и дозированный по
весу стеарин и парафин расплавляются в ванне, смесь тщательно перемешивается и фильтруется,

охлаждается до пастообразного состояния (42—43° С) при непрерывном перемешивании.
Смесь путем шприцевания вводится в полость пресс- формы и выдерживается в металлической пресс-форме
2,5 мини 3—5мин— в гипсовой. После охлаждения пресс-формы до 18—20° С модель извлекается из нее. Размеры рабочих поверхностей пресс-формы определяются с учетом усадки, которая составляет 0,8—1,0% на станки толщиной 1,5—2,5мми 1,5% на волноводные фланцы. Исправление дефектов модели на волноводном канале не допускается. Модели с такими дефектами бракуют. Для выявления трещин и крупных воздушных раковин их рассматривают на свет, затем собирают в блоки на общем стояке (стержне).
Поверхность модельного блока покрывается огнеупорным покрытием. Для первого слоя оно должно быть плотнее, чем для последующих. Плотность огнеупорного состава слоев: 1-го—1,68—1,69; 2-го—1,65—1,67; 3-го — 1,62—1,64; 4-го—1,6—1,61.
Плотность слоев проверяется ареометром при замешивании огнеупорного покрытия.
Огнеупорное покрытие наносят на- модельные блоки литых волноводных корпусов, погружая их в огнеупорный состав с последующим высушиванием. Волноводные ' модели с большой поверхностью покрывают 4—5 слоями огнеупорного покрытия.
Модельный состав из высушенной модельной оболочки удаляют через литниковую систему горячей водой, подкисленной соляной кислотой (концентрация 1—3%), при +80° С. Время выплавки 10—15 мин. После этого оболочки просушивают и формуют в опоках. При фор- . мовке оболочка помещается в опоку и пространство между ее стенками и оболочкой засыпается наполнителем. Размеры опоки выбирают с таким расчетом, чтобы максимальная толщина слоя не превышала 15—20 мм. Готовую форму прокаливают (алюминиевые сплавы до 150—350° С, латуни до 600—700° С) и в нее заливается расплавленный металл (алюминиевые сплавы — 690— 740°С, латуни — 950—1050°С). После остывания отливки огнеупорный материал удаляется и волноводные корпуса отделяют от стояка.
Волноводные корпуса со сложным криволинейным профилем каналов целесообразно получать литьем по выплавляемым моделям с применением гипсовых или кэрбамидных стержней. Стержень устанавливают в пресс-форму и запрессовывают модельным составом.