

Для спрессовывания волноводных корпусов широко применяется материал аг-4в.
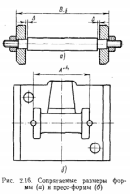
Прямым прессованием можно получить жесткие волноводные корпуса, у которых отношение высоты канала к ширине меньшей стенки равно 1—1,5. В этих случаях фланцевая оправка (рис. 2.15) служит опорой. Толщина слоя металла на поверхности формы должна быть не менее 0,8 мм. Наличие цендритов на поверхности осадка может привести к его разрыву в процессе опрессовки.
Для получения волноводов сложной конфигурации или малых сечений используется литьевое прессование в съемных формах при температуре 150—!60°С.
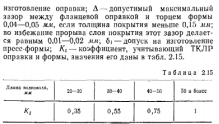
Величину посадочного размера Апресс-формы (рис. 2.16) можно найти из выражения

В процессе эксплуатации и при хранении волноводные корпуса, опрессовыванные АГ-4В, имеют тенденцию к некоторому уменьшению размеров. Искусственное старение позволяет стабилизировать эти размеры. Оно осуществляется прогревом корпусов непосредственно после опрессовки в пресс-форме до 130+5° С в течение 3—5 ч.
Достоинством волноводных корпусов такой конструкции является высокая механическая прочность и виброустойчивость. Недостаток, обусловлен высоким ТКЛР пластмассы; это меняет геометрические размеры при изменении температуры, а следовательно, и электрические характеристики волноводных устройств, особенно работающих в миллиметровом диапазоне.
Для заливки волноводных корпусов . применяется эпоксидная смола ЭД-б с отвердителем МТГФА (метил- тетрагидрофталевый ангидрид). Лучшая адгезия с эпоксидной смолой получается у поверхностей, покрытых железом. Поэтому после меднения можно покрывать поверхность осадка железом в железосульфатном электролите состава 420 г/л Fe2S04-7H20, 100 г/л
А1г(504)з- 18Н20 при плотности тока 2—8а/дм2рН = = 2,5—3,0, при комнатной температуре.
Если покрытие железом нецелесообразно из-за условий эксплуатации узла, то медный слой необходимо перед заливкой слегка протравить (в растворе 6,3 г FeCl3) 16 мл HNO3 концентрированной, 200 мл Н20) в течение 10—30 сек при комнатной температуре. Для заливки применяется компаунд, состоящий из смолы ЭД-6, от- вердителя ПЭПА (полиэтиленполиамина) и пластификатора— дибутилфталата. Корпуса, залитые эпоксидным компаундом с отвердителем МТГФА, необходимо прогреть при 140° С в течение 4 ч, а корпуса, залитые компаундом с отвердителем ПЭПА, после выдержки на воздухе в течение 1 ч необходимо прогреть 1—2 ч при 150°С. Такая термическая обработка улучшает механические свойства компаундов и стабилизирует размеры волновода.
При использовании волноводных корпусов этой конструкции можно изготавливать сложные волноводные устройства с относительно низкими затратами и хорошими электрическими и механическими характеристиками.
Изготовление волноводных корпусов гальваническим методом надо организовать на специализированном участке: специализация будет носить предметный характер, что даст большие преимущества, так как оборудование, применяемое для изготовления корпусов, универсально и может эксплуатироваться с высоким коэффициентом использования. Кроме того, выполнение производственного цикла на одном участке дает возможность непрерывности производственного процесса, уменьшает транспортные расходы, сокращает время изготовления деталей, повышает специализацию при механической обработке и упрощает планирование.
На участке можно изготавливать волноводные корпуса различной конструкции. Но так как длительность их изготовления сравнима, то это позволяет организовать поточные линии. На производственном участке выполняются следующие технологические процессы:
-гальванические — серебрение, гальванопластическое наращивание меди в щелочных и кислых электролитах;
-механические — сборка и разборка форм, слесарные, сверлильные, токарные и фрезерные работы с окончательной отделкой корпусов после опрессовки;
-прочие —пайка мест стыка и линий сращивания перед опрессовкой, опрессовка термореактивными материалами.
Приведем данные для участка с годовой программой 50 000 корпусов. Участок спроектирован из расчета многономенклатурного и мелкосерийного изготовления корпусов:
Общая площадь участка .... 275 м1
Производственная площадь . . . 240 м’
Общее число работающих ... 37 чел.
производственных рабочих 26 чел.
вспомогательных ...... 6 чел.
ИТР 5 чел.
Металлорежущее оборудование 4 ед.
Гидравлические прессы 7 ед.
Гальванические ванны 17 ед.
Промывочные ванны 13 ед.
Время, необходимое для изготовления корпусов, определяется технологией изготовления и для корпусов различной сложности одинаково при равной толщине осаждаемого слоя металла. Количество выпускаемых деталей пропорционально количеству оправок и числу циклов оборачиваемости оправок. Его можно выразить следующей зависимостью:
N=kPnt,
где N — заданное количество деталей; п — количество оправок; t — календарная длительность планируемого периода (в месяцах); k — коэффициент, учитывающий неизбежные потери; Р — количество съемов готовых корпусов с одной оправки (в месяц).
Зная задаваемое число деталей и количество имеющихся форм, можно рассчитать необходимое время опережения запуска деталей в производство:
