

Этим способом легко достигается точность измерений порядка 0,001 ммв диапазоне ±0,075мм.
На рис. 4.3 показан общий вид калибров. Действительными «калибровочными» точками, в которых воздух под давлением вводится в волновод, являются небольшие отверстия на поверхности калиброванных пробок.

Для крупных круглых головок разработано специальное рычажное устройство (рис. 4.4), позволяющее расширить измеряемый диапазон до 0,25 мм. Рычажное устройство работает таким образом, что щупы Х-образ- ного рычага соприкасаются с поверхностью, а калибр измеряет давление воздуха на противоположных концах рычагов. Конструкция щупов допускает их перемещение в довольно широких пределах.

Все калибры для проверки размеров прямоугольных волноводов работают по принципу непосредственного измерения давления воздуха. Однако они отличаются от круглых головок тем, что одновременно измеряют несколько размеров. Это означает, что в каждой прямоугольной головке три-четыре независимые измерительные системы. Для прямоугольных калибров необходимо иметь три или четыре отдельных шланга с индикаторами. Круглые головки могут быть повернуты в любой точке на всем протяжении волновода для проверки его геометрии в различных сечениях.
Рассмотренные способы используются для контроля прямоугольных волноводов с размерами канала не менее 11X5,5 мм. При этом ограничивающим фактором является сложность датчиков и возрастающая погрешность измерений.
Для контроля каналов волноводов меньшего поперечного сечения (до миллиметрового диапазона) исполь
Для крупных круглых головок разработано специальное рычажное устройство (рис. 4.4), позволяющее расширить измеряемый диапазон до 0,25 мм. Рычажное устройство работает таким образом, что щупы Х-образ- ного рычага соприкасаются с поверхностью, а калибр измеряет давление воздуха на противоположных концах рычагов. Конструкция щупов допускает их перемещение в довольно широких пределах.
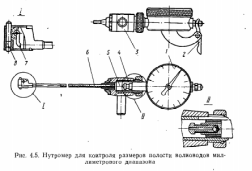
концом в корпус 3. Затем нажатием арретира 2 стержень 5, связанный с измерительным штифтом индикатора, перемещается вправо и выводится из соприкосновения с одним из плеч рычага 7, благодаря чему подвижный штифт 8 свободно утапливается в корпусе датчика. После введения измерительного датчика в волновод арретир 2 освобождается и подвижный штифт 8 упирается в стенку волновода, фиксируя его размер в данном сечении. Результаты измерения считываются с индикатора 1. Прибор арретируется при каждом перемещении датчика. При использовании индикатора с ценой деления 0,01 мм погрешность измерений составляет ±0,005 мм.
Для измерения изогнутых участков волновода стержень 5помещается в эластичную трубку6,изгибаю-
щуюся при перемещении датчика. Прибор устанавливается на специальном штативе, на котором крепится измеряемый волновод.
Лвтоколлимационные способы контроля взаимного расположения элементов волноводного устройства основаны на возможности точного (до десятых долей секунды) измерения углов с помощью автоколлиматоров.
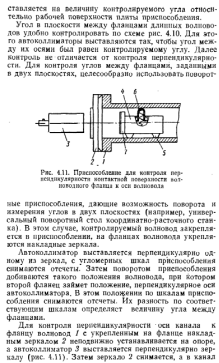
Контроль параллельности фланцев волноводов с габаритами порядка 200— 300 мм удобно проводить на приспособлении, состоящем из плиты / со стойкой 2, на которой закреплен автоколлиматор 3 (рис. 4.6). На плиту устанавливается зеркало 4, а автоколлиматор выставляется перпендикулярно отражающей поверхности зеркала и закрепляется в этом положении. Затем на место накладного зеркала устанавливается контролируемое волноводное устройство, на фланце которого укреплено накладное зеркало 4. Измеряется неперпендикуляр- ность зеркала к оси автоколлиматора, которая равна контролируемой непараллельности фланцев.

Непараллельность фланцев контролируется сразу в двух взаимно перпендикулярных плоскостях. В этом случае точность контроля определяется точностью измерения угла автоколлиматором (среднее квадратическое отклонение этой погрешности обозначим а?), и точностью установки накладного зеркала и волновода на приспособлении. Она зависит от расстояния между опорами накладного зеркала, неплоскостности плиты 1 и фланцев. Полагая, что поверхности плиты и фланцев имеют минимальную неплоскостность, и отбрасывая погрешности установки, найдем суммарную погрешность as контроля параллельности фланцев:

При контроле параллельности фланцев волноводов, имеющих длину от 300—400 и более миллиметров, на фланцы волновода укрепляются накладные зеркала / и 2 (рис. 4.7, а). Контролируемый волновод 3 укрепляется на плоской опоре 4 (размеры опоры и схему закрепления надо выбрать так, чтобы не возникали деформации волновода, которые могут исказить результат контроля). Автоколлиматор 5 выставляется перпендикулярно зеркалу / и закрепляется в этом положении. Затем зеркало удаляется и по автоколлиматору измеряется не- перпендикулярность зеркала 2 оси, этим определяется искомая непараллельность фланцев.

Если линейный размер канала волновода меньше 25—30 мм, то накладные зеркала целесообразно выполнять так, чтобы отражающая поверхность располагалась вне опор (рис. 4.7, б). Точность контроля по сравнению с предыдущим случаем (рис. 4.7) зависит и от точности изготовления накладных зеркал, отражающая поверхность которых должна быть параллельна плоскости касательной к опорам зеркала. Если принять, что погрешность изготовления накладного зеркала имеет максимальное значение А, то предельная ошибка контроля




Расположение крепежных отверстий во фланце относительно канала волновода контролируется с помощью шаблона (рис. 4.12), который базируется по окну волновода. При этом проходные калибр-пробки должны войти во все крепежные отверстия.
При контроле внешней геометрии волноводного элемента используются шаблоны (рис. 4.13) и макеты. Макет представляет собой отображение того блока, куда устанавливается данное волноводное устройство. Точность изготовления проверяют постановкой контролируемого устройства в макет.
В процессе производства кроме прямого контроля геометрических размеров волноводных устройств используется и косвенный. Он заключается в периодической проверке шаблонов, оправок, инструмента, с помощью которых изготовляется или собирается устройство. Особенно важна такая проверка при изготовлении скруток, двойных тройников, плавных переходов, гибридных колец и т. д., так как их контроль непосредственным путем невозможен.
Окончательно судить о годности или браке волноводного устройства позволяет электрический контроль его параметров.

Основную группу устройств СВЧ составляют оконечные и проходные устройства — аналоги двухполюсников и четырехполюсников. К ним относятся всевозможные отрезки линий передачи, фильтры, аттенюаторы, нагрузки и т. д.; Т-образные разветвители, двойные тройники и направленные ответвители относятся к проходным элементам со многими подводящими линиями. Величинами, характеризующими передачу энергии по элементам устройств СВЧ, являются комплексные коэффициенты отражения р=| р |ejф и передачи т= | т | еjф . Они определяют относительные величины отраженной и проходящей волн соответственно.
Для описания свойств двухполюсника достаточно знать врлновое сопротивление линии передачи, на базе которой он построен (определяется геометрическими размерами), и комплексный коэффициент отражения от входа в рабочем диапазоне частот.
Большинство параметров, используемых в СВЧ для характеристики свойств двухполюсников и четырехполюсников, можно найти при известных комплексных

коэффициентах отражения и передачи. Поэтому общим является измерение этих величин при электрическом контроле элементов устройств СВЧ.
Приборы, используемые для измерения комплексных коэффициентов передачи и отражения, можно разделить на три основных группы: неавтоматические, полуавтоматические и автоматические.
Неавтоматические приборы позволяют получать некоторые промежуточные данные и путем последующих расчетов требуемые значения, а полуавтоматические — непосредственно измеряемые значения, но перед каждым измерением они требуют специальной настройки.
Автоматические приборы не требуют специальной настройки, за исключением периодической калибровки.
Измерители параметров устройств СВЧ можно разделить на следующие группы:
использующие информацию электромагнитного поля в линии, т. е. измеряющие минимум и максимум поля и цх положение в линии относительно некоторой опорной плоскости (измерительная линия с перемещающимся или неподвижным зондом, поляризационный измеритель с вращающимся зондом, многозондовая линия и т. д.);
отношения амплитуд падающей и отраженной волн (рефлектометры);
сравнивающие измеряемую нагрузку с образцовой (мостовые приборы);
основанные на принципе переноса измерения с диапазона СВЧ в диапазон низких частот (например, на промежуточную частоту).
Аппаратура для измерения электрических параметров СВЧ устройств делится ,на переносную, т. е. предназначенную для измерения в лабораторных, цеховых условиях и на полигонах; встроеннную, т. е. жестко закрепленную в системах контроля устройств; стационарную, используемую в лабораториях проверки и контроля.
Приборы для измерения параметров в устройствах с распределенными постоянными (группа Р) делятся на четыре подгруппы: а) линии измерительные; б) измерители коэффициента стоячей волны и коэффициента отражения; в) измерители полных сопротивлений и проводимостей; г) измерител-и затуханий.
Электрический контроль — основной вид контроля элементов высокочастотного тракта, дающий объективную характеристику функциональных параметров устройства.