Глава 5
ОСНОВНЫЕ ЭТАПЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
На рис. 5.1 представлена схема производственных связей между участками цеха ПП, а на рис. 5.2 — основные этапы изготовления ПП, которые будут рассмотрены в этой главе.
Виды брака Т1П, получаемого на разных операциях ТП, приведены в Приложении П.9.
Рис. 5.1. Схема
производственных связей между участками
цеха ПП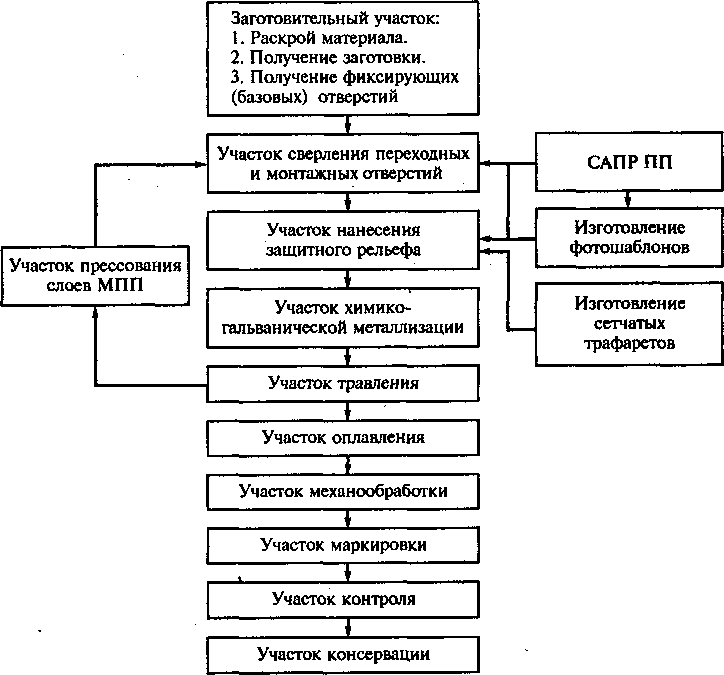
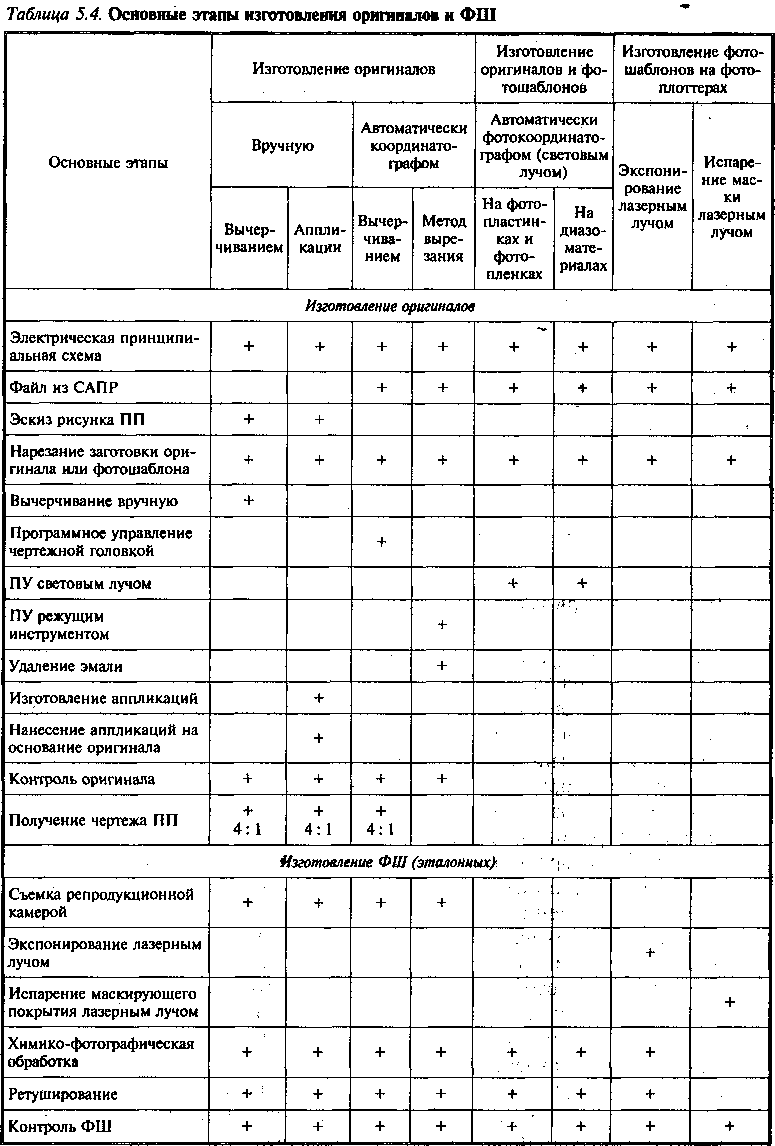
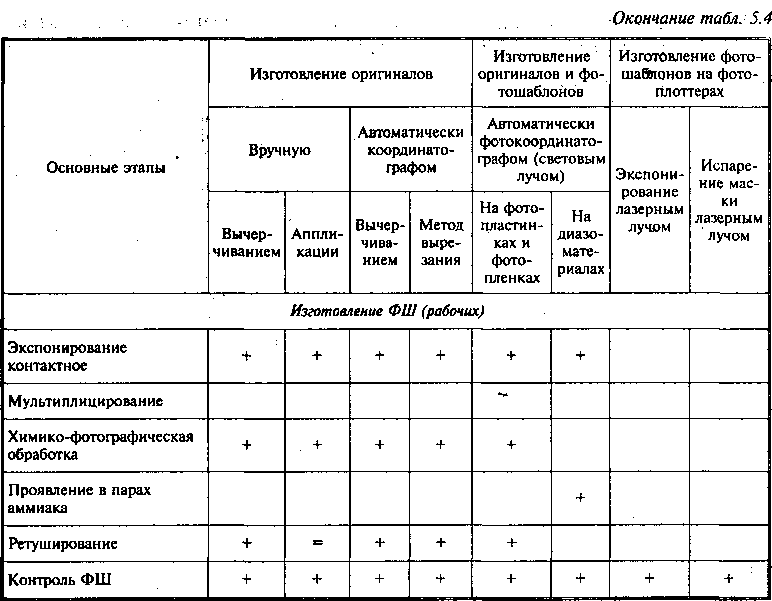
5.1. Изготовление оригиналов и фотошаблонов пп
Оригиналы и фотошаблоны(ФШ)нужны длядля создания рисункаПП в соответствии с электрической принципиальной схемой. Для этого изготовляют комплект ФШ, состоящий из следующего.
Оригинал рисунка ПП – изображение рисунка ПП , выполненное с точностьюв увеличенном масштабе нп карое, стекле, илипленке.
Оригинал рисунка ПП содержит все проводники и контактные площадки, выполненные в заданном масштабе с соблюдением размеров, расстояний между ними и координат расположения их на ПП, а также контур готовой ПП, тестовые отверстия, маркировочные знаки и другие элементы, т. е. все элементы печатного монтажа, которые должны быть воспроизведены в виде рисунка из меди или алюминия при изготовлении ПП. После изготовления оригинала рисунка ПП его уменьшают до истинных размеров путем фотографирования, за счет чего снижается погрешность оригинала, и эти уменьшенные копии используются в качестве ФШ.
Основание оригинала — прозрачный малоусадочный материал, размер которого определяется размером ПП и масштабом увеличения оригинала.
Фотошаблон рисунка ПП — фотографическое воспроизведение оригинала в масштабе 1 : 1 на высокостабильной основе (пленке или стекле) или инструмент, используемый для копирования имеющегося на нем изображения с помощью света (рис. 5.3). .
Фотошаблон устанавливают на поверхность ПП, на которую предварительно нанесена фоточувствительная пленка. Изображение с ФШ на ПП переносится способом контактной печати экспонированием УФ-излучением. На ФШ имеются рабочая зона, технологическое поле и контрольные знаки.
Рабочая зона ФШ — часть ФШ, на которой расположены элементы топологии фотошаблона.
Технологическое поле ФШ — часть ФШ, расположенная по контуру рабочей зоны ФШ с контрольными и технологическими знаками, необходимыми для изготовления ФШ и ПП (как правило, ширина обычно не превышает 30 мм).
Контрольный знак — специальный топологический элемент в виде штриха, щели, креста и т.д., который необходим для контроля точности изготовления оригиналов и ФШ; применяется при установке ФШ в процессе мультипликации (рис. 5.4).
Топология ФШ—рисунок (чертеж), определяющий форму элементов ФШ, их взаимное расположение, геометрические размеры и предельные отклонения размеров.
Элемент топологии ФШ — проводник, контактная площадка, концевой контакт, экран и другие элементы в топологии ФШ/
Рис. 5,3. Фотошаблон: 1— рабочая зона; Рис. 5.4. Виды контрольных
знаков на ФШ2— технологическое поле;3— контрольный знак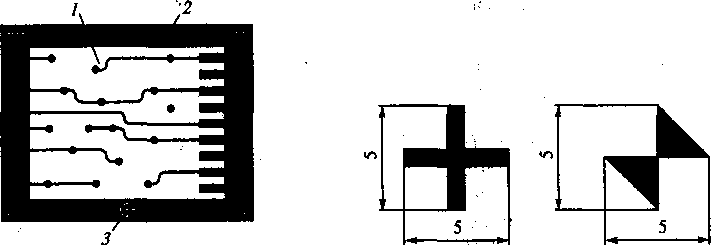
По назначению ФШ делятся на эталонные (хранятся в архиве в горизонтальном положении) и рабочие (являются копиями эталонных, их заменяют Новыми копиями эталонных при выходе рабочих ФШ из строя).
Эталонный ФШ — ФШ, предназначенный для последующего изготовления рабочих ФШ.
Рабочий ФШ — ФШ, используемый в производстве для копирования имеющейся на нем топологии при помощи света на заготовку ПП.
Для получения рабочего ФШ собирают пакет, состоящий из эталонного ФШ и неэкспонированной пластины, на которую методом экспонирования переносят изображение с эталонного ФШ (рис. 5.5).
Рис.
5.5. Пакет
фотошаблонов:
1
— неэкспонированная пластинка; 2
— эталонный ФШ; 3
—
штифты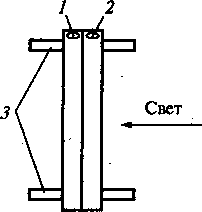
Если в производстве ПП используются не индивидуальные заготовки, а групповые с несколькими ПП на одном основании, то для получения рисунка применяются групповые ФШ.
Групповой ФШ — ФШ рисунка ПП, из которого выполнено не менее двух рисунков ПП в масштабе 1:1.
На каждую ПП изготавливают комплект оригиналов и комплект ФШ. Комплект оригиналов содержит следующие отдельные оригиналы:
рисунка со стороны пайки;
рисунка стороны монтажа;
паяльной маски;
оригинал с обозначениями устанавливаемых ЭРИ на стороне монтажа.
На разработанный комплект оригиналов изготавливается комплект
ФШ также на каждую ПП.
Комплект фотошаблонов — количество ФШ, совмещающихся между собой, необходимое и достаточное для изготовления ПП определенного типа и наименования. Для совмещения элементов топологии (рисунков) всех ФШ комплекта для получения рисунка ПП совмещают контрольные знаки, расположенные на технологическом поле каждого ФШ.
Совмещаемость комплекта ФШ — соответствие взаимного расположения элементов топологии (рисунков) двух или нескольких ФШ комплекта, которое обеспечивается при помощи контрольных знаков. Схема расположения контрольных знаков на оригиналах и ФЩ ПП приведена на рис. 5.6. Контрольные знаки в виде креста 1, 3, 5 предназначены для контроля точности изготовления оригинала и ФЩ и для совмещения ФШ ПП; кресты 2, 4, 6 — дня установки эталонного ФШ в процессе изготовления-
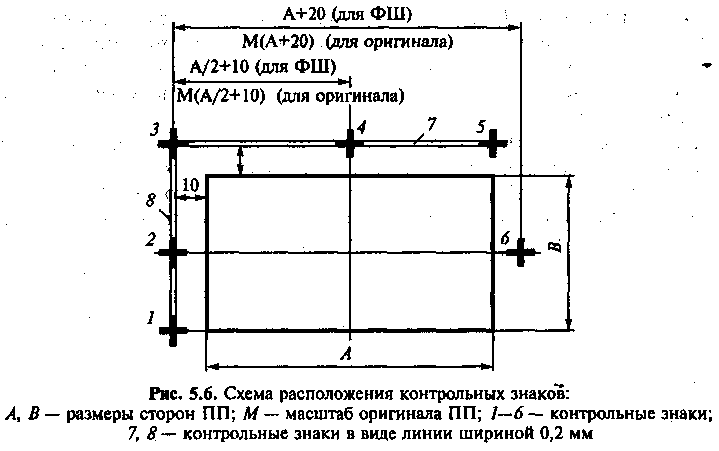
группового ФШ ПП на фотографической пластине с фиксирующими отверстиями.
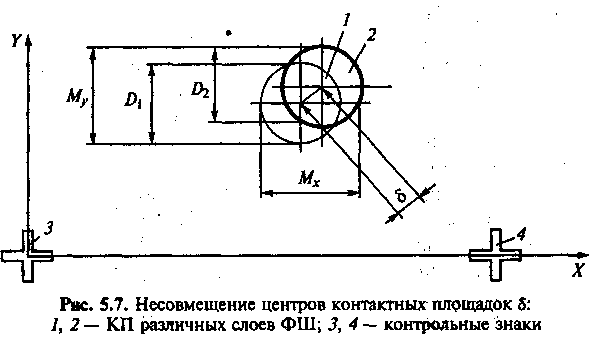
Качество совмещения комплекта ФШ определяется значением несовме- щения центров контактных площадок 5 по следующей формуле (рис. 5.7):
![]()
где D, и D2 — диаметры контактных площадок; Мх и Му — сдвиг контактных площадок по оси Хи Y.
Основной
проблемой при производстве ФШ на пленках
(эталонных и рабочих) являются обеспечение
точности и геометрической стабильности
основных размеров рисунка при изменении
относительной влажности и температуры
окружающей среды, воздействующих на
пленку, а также старение пленки в
результате длительного хранения и
несоблюдения режимов ее обработки, так
как все не точности ФШ будут воспроизводиться
на изготавливаемых ПП.![]()
1
Y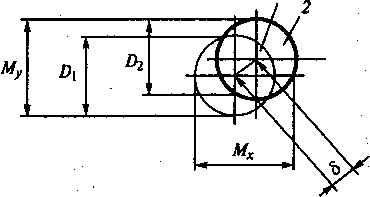
![]()
Рис. 5.7. Несовмещение центров контактных площадок S: 1,2— КП различных слоев ФШ; 3, 4 — контрольные знаки
Качество рабочего ФШ зависит:
от качества эталонного ФШ: точности геометрических размеров, расположения и резкости края элементов топологии;
оптической плотности темных и светлых участков; /
от плоскостности и оптических свойств подложки фотоматериала, на который производится печать: коэффициентов отражения, поглощения, преломления;
ot свойств применяемых фотоматериалов: от светочувствительности, коэффициента контрастности, разрешающей способности.
Качество ФШ характеризуется следующими основными параметрами: оптической плотностью, контрастностью и резкостью изображения.
Оптическая плотность (степень почернения) фотошаблона D определяется на денситометрах в единицах оптической плотности (белах) по формуле
D = lgL0/L, (5.2)
где L0w L — интенсивности световых потоков, соответственно, падающего на темные или светлые участки фотошаблона и прошедшего через них.
Для получения рисунка (защитного рельефа) высокого качества необходимо, чтобы светлые и темные участки ФШ не выходили за пределы рабочего диапазона оптической плотности почернения.
Контрастность — разность в почернении наиболее темного и светлого участка ФШ, выраженная в единицах оптической плотности.
Резкость изображения определяется шириной переходной зоны (Н) от оптической плотности почернения Z), к D2 в миллиметрах (рис. 5.8).
Рис. 5.8. Ширина
переходной зоны от оптической плотности
ФШ D\
к определяющая резкость изображения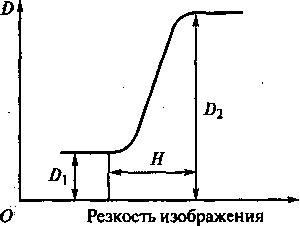
Например, для получения изображений в пленочном фоторезисте с разрешением 50... 100 мкм ФШ должны иметь оптическую плотность непрозрачных полей более 3,5 ед. оптической плотности, прозрачных полей — менее 0,1 ед. оптической плотности, резкость края изображения не хуже 2...3 мкм.
В качестве фотоматериалов основания ФШ применяют:
фотографические пластинки с эмульсионным слоем. Их недостатками ^является низкая адгезия эмульсионного слоя, наличие вуали, влияющей на геометрические размеры элементов топологии и пр.; достоинствами — незначительная толщина эмульсионного слоя за счет чего повышается разрешающая способность;
фототехнические пленки с эмульсионным слоем. Они удобны в работе, но подвержены линейным деформациям вследствие ; усадочных явлений, вызванных химико-фотографической обработкой, изменением температуры и относительной влажности; однако эти погрешности являются систематическими и могут быть учтены при изготовлении и съемке оригиналов и ФШ;
диазоматериалы (диазопластинки и диазопленки) — это пластинка или полиэфирная (полиэтилентерефталатная или лавсановая) пленка с диазослоем, чувствительным к сине-фиолетовьш (ультрафиолетовым) частям спектра. Диазопленка обладает высокой стабильностью геометрических размеров при изменении относительной влажности и температуры, а светочувствительный диазослой обеспечивает высокую контрастность изображения с высокой разрешающей способностью. Кроме того, диазопленка нечувствительна к дневному свету, поэтому для работы с ней не требуется темная комнйта. Экспонирование производится на установках с источниками излучения с длиной волны 350...450 нм, в качестве которых Применяются ртутно-кварцевые, ксеноновые и другие лампы. Проявление проводится в парах аммиака без применения воды, вследствие чего не происходит линейных деформаций, и сразу после проявления оригиналы и фотошаблоны готовы к использованию;
бессеребряные светочувствительные материалы.
Эмульсионный ФШ — ФШ, изготовленный на фототехнических пленках или фотографических пластинках. !
Диазотипный Ф1Й — 1) ФШ, изготовленный на диазопленках или диазопластинках; 2) ФШ, светочувствительный слой крторого выполнен на основе диазосоединений.
К рабочим ФШ предъявляются следующие технические требования:
при изготовлении рабочих ФШ необходимо, чтобы размеры элементов топологии ФШ и расстояния между ними соответствовали требованиям конструкторской документации (КД) на ПП с учетом технологических допусков на изготовление ПП;
Таблица
5.1.Предельные
отклонения размеров элементов топологии
ФШ
I
Класс
точности ПП
Предельные
отклонения размеров элементов
топологии ФШ, мм
1
±0,10
2
±0,05
3
±0,03
4
±0,02
5
±о,о1
Являются
основанием для расчета технологического
допуска на изготовление эталонного
ФШ.
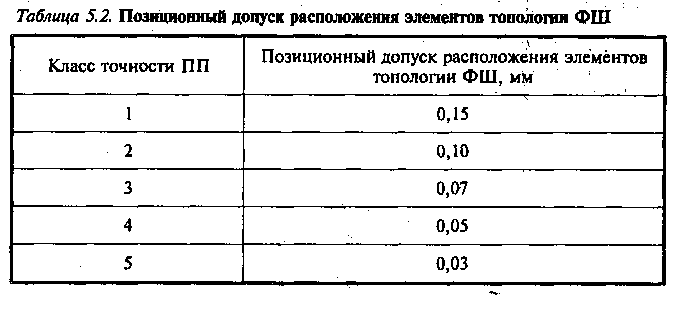
ползиционный допуск доложения элементов топологии ФШ в диаметральном выражении должен быть выдержан в соответствии с классом точности ПП (табл. 5.2);

точность совмещения 5 комплекта ФШ по КП должна быть обеспечена в соответствии с данными табл. 5.3;
размеры дефектов (проколов, точек, царапин) в рабочей зоне ФШ не должны быть более 0,05 мм для ПП 1—3-го классов точности и более 0,02 мм для ПП 4- и 5-го классов точности, а для проводников шириной 0,05...0,08 мм не должны превышать 0,01 мм (рис. 5.9);
Дефект рабочей зоны ФШ — прозрачная или непрозрачная для излучения область в рабочей зоне, не предусмотренная топологией ФШ (рис. 5.9).
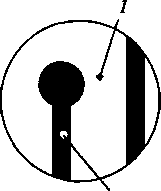
2
Рис. 5.9. Дефект рабочей зоны ФШ: 1 — точка; 2 — прокол
гарантийная наработка при соблюдении условий эксплуатации, хранения и транспортировки должна быть:
эмульсионные ФШ — 50 операций контактной печати;
диазотипные ФШ — 100 операций контактной печати;
эмульсионные стеклянные ФШ с фиксирующими отверстиями с защитной пленкой при однократном нанесении — 300 операций контактной печати.
Контроль качества комплектов ФШ осуществляется в приведенной ниже последовательности и включает в себя проверку:
комплектности, маркировки и упаковки;
дефектов рабочей зоны (проколов, точек и пр.) средствами измерения, имеющими увеличение не менее 10-кратнйго и погрешность измерения в пределах (±0,01...0,002) мм;
размеров элементов топологии на 3—5 проводниках и КП теми же измерительными средствами;
ширины технологического поля;
оптической плотности эмульсионных ФШ на денситометре;
копировальной плотности диазотштных ФШ на денситометре; позиционного допуска расположения элементов топологии на 3—5 элементах топологии каждого ФШ;
позиционного допуска расположения элементов топологии на 3—5 элементах топологии каждого ФШ;
совмещения комплекта ФШ по КП по значению несовмещения центров КП (S, мм) по формуле (5.3) и рис. 5.7.