

Технологический процесс изготовления волноводных согласованных нагрузок этой конструкци следующий:
получение отрезка волноводной трубы, фланца и их сборка;
обработка контактной поверхности фланца и сверление крепежных отверстий;
нанесение защитных покрытий и отделка токонесущих поверхностей;
изготовление диэлектрических пластин поглотителя;
нанесение на поверхность пластин поглощающего покрытия;
сборка волноводной согласованной нагрузки;
настройка.
Первые три пункта подробно рассмотрены в предыдущих разделах. Специфично здесь лишь только изготовление пазов в полости волноводной трубы. Их получают протягиванием, используя специальную протяжку, которая одновременно формирует необходимое число пазов и обеспечивает их чистовую обработку.
Пазы протягиваются до сборки волноводной трубы с фланцем.
Рассмотрим более подробно пп. 4, 5 и 6.
Здесь в качестве материалов диэлектрического основания поверхностных поглощающих нагрузок используются керамика, стекло, гетинакс, слюда, текстолит. Роль поглощающего покрытия выполняют тонкие пленки металлов (сплавов) с высоким удельным сопротивлением, например тонкие пленки нихрома. Можно использовать и неметаллические проводящие пленки, в частности пленки лакосажевых суспензий.
Керамические подложки для поверхностных поглощающих волноводных нагрузок толщиной от 0,3 до 1,5 мм изготавливают из высокоглиноземистой массы «Миналунд» (М-7). .Технологический процесс изготовления керамической пленки состоит в следующем. Шлик- кер, изготовляемый на основе 3—4%-ного раствора нат- рийкарбоксиметилцеллюлозы и массы М-7 в соотношении 1:1, разливается на стекле и высушивается в течение 50—60 ч при комнатной температуре. В результате получается элластичная керамическая пленка, которая легко отделяется от стекла и хорошо обрабатывается.
В штампе или приспособлении из диэлектрической пленки вырубается подложка волноводной нагрузки заданной конфигурации. Небольшое количество связки в сырых деталях позволяет применить однократный обжиг при температуре 1720° С с выдержкой 5—6 ч. После обжига поверхность подложки, прилегавшая к стеклу, имеет чистоту 7—8-го класса, а противоположная поверхность — 5—6-го класса шероховатости.
Тонкую пленку нихрома наносят на поверхность керамической подложки испарением в вакууме. Нихром осаждается на нагретую подложку. После нанесения слоя заданной толщины он спекается в вакууме при 450° С. Нагрев подложки косвенный.
Технологический процесс изготовления плоских поглощающих нагрузок на стекле состоит в следующем. Пря моугольная стеклянная пластина тщательно обезжиривается и с одной стороны матируется. На края пласти- ны вжиганием наносят серебряные контактные площадки. Слой нихрома осаждают на матированную поверхность вакуумным распылением. Спекание слоя нихрома происходит за счет его нагрева электрическим током, подводимым к пленке через серебряные контакты. При этом сопротивление пленки уменьшается приблизительно на 25%.
Далее следует лакирование пластины (если оно предусмотрено чертежом) и обрезка для получения заданной конфигурации.
При изготовлении поглощающих пластин на слюдяных подложках последовательность операций та же, что и на стеклянных, за исключением матирования. Слюдяные подложки не матируются, слой нихрома наносится на поверхность свежерасщепленной слюды.
Поглощающие нагрузки на подложках из гетинакса изготовляются без спекания ввиду низкой термостойкости гетинакса. Поэтому надо учитывать, что сопротивление слоя нихрома после извлечения из вакуумной установки будет увеличиваться.
Лакосажевые суспензии наносят на подложки намазыванием, окунанием или пульверизацией с последующей сушкой.
При сборке поглощающие пластины устанавливаются в пазы в стенках волноводной трубы или крепятся в заглушке. Перед этим торцевые поверхности пластин, соприкасающиеся со стенками волновода, смазывают клеем. Для конструкции, показанной на рис. 3.2,6, поглощающие пластины вначале крепятся штифтами в пазах заглушки, затем вклеиваются в пазы планки, после чего получившаяся сборочная единица устанавливается в полость волновода и положение заглушки фиксируется винтами.
Настройка волноводных согласованных нагрузок ведется на стандартных измерительных стендах (§ 4.1) по минимуму коэффициента отражения.
Волноводные согласованные нагрузки с объемным сопротивлением можно использовать для рассеивания не только малых (единицы ватт), но и больших уровней мощности (до 1000 вт). Малые значения КСВН этих нагрузок достигаются правильным выбором размеров и формы поглощающих сопротивлений. Их клинообразная

форма обеспечивает минимальный КСВН в широком диапазоне частот и равномерное нагревание’всего сопротивления. Рассмотрим наиболее типичные конструкции волноводных согласованных нагрузок с объемным сопротивлением.
На рис. 3.3 показана конструкция волноводной согласованной нагрузки с объемным сопротивлением, рассчитанной на поглощение мощности до 5 вт. Она выполнена в виде отрезка волноводной трубы 2 с фланцем 1 на одном конце и короткозамыкающей металлической заглушкой 4 на другом конце. Внутри волноводной трубы жестко закреплено поглощающее сопротивление клинообразной формы 3. Заглушка крепится к волноводной трубе винтом 5.
Для поглощения большой мощности (сотни ватт) используется волноводная согласованная поглощающая нагрузка, конструкция которой представлена на рис. 3.4. Корпус нагрузки состоит из двух частей 2 и 3, изготовленных литьем. Обе части скрепляются винтами 4 и после сборки образуют прямоугольный волновод с фланцем и охлаждающими ребрами. Волновод со стороны,
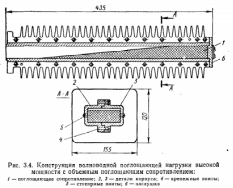
противоположной фланцу, закрыт металлической заглушкой 6, укрепленной с помощью винтов. Внутри волновода установлено поглощающее сопротивление 1, закрепленное в волноводе стопорными винтами 5.
Технологические процессы, используемые для получения корпусов волноводных согласованных нагрузок, подробно рассмотрены в предыдущем изложении: Рассмотрим подробнее технологию изготовления и установки объемных поглощающих сопротивлений.
Объемные поглощающие сопротивления низкого и среднего уровней мощности выполняются из материалов типа М (М-1, М-2, М-3), представляющих собой композицию карбонильного железа и

полистирола. Некоторые характеристики этих материалов приведены в табл. 3.1.
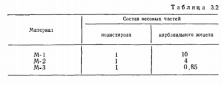
В качестве наполнителя используется карбонильное железо Р-41 сорта ВТУ 1024-54. Соотношение полистирола и карбонильного железа в зависимости от марки материала показано в табл. 3.2.
Некоторое повышение теплостойкости и механической прочности объемных поглощающих сопротивлений достигается заменой полистирольной связки на полиэтилен низкого давления. Формоустойчивость при этом возрастает на 30—40° С.
Из-за отсутствия растворителей для полиэтилена при изготовлении его композиции с карбонильным железом лаковая технология не применяется. Исходные материалы в виде мелкодисперсных порошков смешиваются в шаровой мельнице (соотношение веса шаров и веса компонентов 2: 1 при заполнении барабана на 60—70%). Невозможность использования лаковой технологии отрицательно сказывается на свойствах поглощающего материала— обволакивание частиц карбонильного железа
диэлектриком менее равномерно, чем у материалов типа М. Поэтому удельное объемное электрическое сопротивление материалов, использующих в качестве связки полиэтилен, меньше, чем у материалов типа М.
Формообразование поглощающих сопротивлений у обоих материалов одинаково и определяется термопластичной связкой, т. е. прессование на литьевых машинах или прессах. Оно ведется при температуре исходной массы 180—230° С и давлении 480—800 кГ/см2 для полиэти- . леновой связки и 800—1200 кГ/см2 для материалов типа М. Высокая текучесть полиэтилена облегчает прессование. В процессе изготовления объемных поглощающих нагрузок из материала типа М могут возникать внутренние напряжения, которые снижаются термообработкой — выдержка при 60—80° С в течение 1—3 ч.
Кроме полиэтилена и полистирола в качестве связки используются различные термореактивные материалы. Они позволяют получить сопротивления с более высокой механической прочностью и теплостойкостью. Объемные поглощающие нагрузки с термореактивной связкой изготавливают прессованием без подогрева для придания требуемой формы и последующей термообработкой для поликонденсации связки. Исходная пресс-масса изготавливается по лаковой технологии или сухим смешиванием компонентов в шаровых мельницах. Перед прессованием, которое ведется при 18—20° С и удельном давлении 8—10 т/см2, она смачивается для облегчения формообразования. После прессования объемная поглощающая нагрузка нагревается до 30—40° С для удаления влаги и снятия внутренних напряжений в ферромаг- нитном наполнителе. Длительность термообработки 18— 20 ч при принудительной циркуляции воздуха. Затем проводят термообработку для поликонденсации смолы при 120—130° С в течение 2—4 ч.
При использовании в качестве связки эпоксидных компаундов (ферроэпоксид) компоненты исходной массы смешивают в вакуум-смесителе. Их загрузку ведут при работающей мешалке в таком порядке: смола, пластификатор, карбонильное железо.
Готовая смесь вакуумируется в течение 25—50 мин при определенной температуре, рекомендуемой для применяемого пластификатора, при остаточном давлении 10—15 мм рт. ст. Процесс ведется до полного удаления пузырьков воздуха из массы. В подготовленную массу вводится отвердитель, предварительно расплавленный и дозированный.
При введении отвердителя надо соблюдать температурный режим, так как при» повышении температуры происходит возгонка 'ангидридов, а при понижении — их выпадение из раствора. В обоих случаях изменяется состав компаунда. После смешивания компаунда с отвер- дителем и получения однородной массы компаунд вторично вакуумируется при остаточном давлении 10—15 мм рт. ст. в течение 10—15 мин. Отверждение компаундов производят немедленно после заливки форм.
Для компаундов, отверждаемых малеино- вым ангидридом, рекомендуются следующие режимы полимеризации для объемных поглощающих нагрузок: на сечение волновода 23X10 и менее t1 = = 110°С—2 ч, t2 = 150°С — 2 ч; на сечение волновода выше 23x10 t1=75±5°C—8— 10 ч, t2= 120±2°С — 5 ч.
Кроме карбонильного железа в качестве наполнителя для всех рассмотренных ранее случаев можно использовать и другие материалы, например графит, асбест и т. д. Технологический процесс изготовления при этом существенно не изменяется.
Формообразование объемных поглощающих сопротивлений с эпоксидными компаундами в качестве связки можно осуществить не только в формах, но и непосредственно в волноводе, в полость которого устанавливается оправка из легированной стали (4X13), формующая поглощающий клин. Затем в волновод заливается компаунд. После отверждения оправка извлекается.
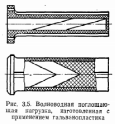
Этот процесс формообразования поглощающих сопротивлений применяется при изготовлении волноводных согласованных нагрузок гальванопластикой. Корпус волноводной согласованной нагрузки «(рис. 3.5) получают наращиванием на возвратных формах. В задней стенке корпуса предусматривают технологические отверстия. После опрессовки в полость волновода вводится оправка для формования поглощающего сопротивления. В волновод путем шприцевания через технологические отверстия в задней стенке вводится эпоксидный компаунд с наполнителем. Материал поглощающего сопротивления имеет хорошую адгезию со стенками волновода, поэтому дополнительного крепления поглощающего сопротивления не требуется.
Высокую термостойкость имеют объемные поглощающие сопротивления из кристаллического кремния с керамической связкой. Процесс их изготовления следующий. Ультрафарфоровая керамическая масса размалывается в шаровой мельнице и просеивается ^ерез сито 900 отв/см2. Так же обрабатывается и кристаллический кремний. Весовое соотношение фарфоровых шаров и обрабатываемого материала для кремния и керамики 1:1. Смешивание компонентов производится в шаровой мельнице в течение 8—10 ч. Перед прессованием в смесь керамики и кремния добавляют 5—7% воды и смесь протирают 3—4 раза сквозь сито 144 отв/мм2 для равномерного увлажнения. Из нее прессуют брикеты при давлении 150—200 кГ/см2. Для обеспечения равномерного распределения компонентов в смеси брикеты дробятся и масса вторично протирается сквозь сито. Из подготовленной смеси отпрессовываются заготовки поглощающих нагрузок при давлении 400 кГ/см2. Заготовки сушат при 100—110° С в течение 10—16 ч и пропитывают парафином, погружая в расплав на 2—5 ч (в зависимости от размеров заготовки). После пропитки их механически обрабатывают и обжигают в электрической печи по следующему режиму (табл. 3.3).

Время выдержки при каждой температуре 1 ч. Обожженные детали шлифуются, промываются и тщательно просушиваются при 700—800° С.
Фиксированные поглощающие аттенюаторы для волноводов изготовляются с объемным поглощающим сопротивлением. Конструктивно они представляют (рис. 3.6, а, б ив) отрезок волноводной трубы с фланцами на концах. Внутри нее установлено поглощающее сопротивление, для которого используются те же материалы, что и для волноводных согласованных нагрузок. Технологический процесс изготовления фиксированных поглощающих аттенюаторов состоит в следующем:
получение корпуса фиксированного поглощающего аттенюатора;
получение объемного поглощающего сопротивления;
установка поглощающего сопротивления в канал волновода.
Объемные сопротивления при установке в канал волновода приклеиваются к стенкам или крепятся винтами. Перспективно формообразование объемного поглощающего сопротивления непосредственно в канале волновода. Сложная форма обоих концов поглощающего сопротивления достигается формовкой поглощающего сопротивления с применением двух оправок. Вначале в полость волновода устанавливается первая оправка, формующая один конец объемного волноводного сопротивления. С противоположной стороны заливается компаунд с наполнителем (количество заливаемого материала строго дозируется), после чего вводится вторая оправка, формующая другой конец объемного волноводного сопротивления.
Эта оправка имеет каналы для удаления воздуха из полости между компаундом и оправкой в процессе формования.
