

1491
.pdfУДК 621.311.238:004.032.26
ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ НЕЙРОСЕТЕВЫХ ТЕХНОЛОГИЙ В ЗАДАЧЕ ПОЛУЧЕНИЯ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ СИСТЕМЫ «ГАЗОТУРБИННАЯ УСТАНОВКА – СИНХРОННЫЙ ГЕНЕРАТОР»
Г.А. Килин, Б.В. Кавалеров
Пермский национальный исследовательский политехнический университет
Рассмотрен способ получения математических моделей системы «газотурбинная установка – синхронный генератор» на основе нейронных сетей, а также развита тема о перспективах такого подхода.
Ключевые слова: газотурбинная установка, синхронный генератор, математическая модель, нейронная сеть, идентификация, архитектура.
NEURAL NETWORK APPLYING PROSPECTS
IN «GAS TURBINE UNITE – SYNCHRONOUS GENERATOR» MATHEMATICAL MODEL RECEIVING PROBLEM
G.A. Kilin, B.V. Kavalerov
Perm National Research Polytechnic University
“Gas turbine unite – synchronous generator” mathematical model receiving on the basis of neural network ways and developed theme about this approach prospects considered in this article, identification.
Keywords: gas turbine unite, synchronous generator, mathematical model, neural network, identification, architecture.
Введение
В настоящее время газотурбинные установки (ГТУ) достаточно широко используются для построения на их основе электростанций [1–4]. При этом имеет место практика использования конвертированных ГТУ [1, 5], таких ГТУ, которые ранее не использовались для выработки электроэнергии. Именно в случае конвертированной ГТУ [6] остро встает задача получения ее математической модели, так как для выработки электроэнергии необходимы совершенно другие алгоритмы управления, которые будут учитывать специфику потребителей электроэнергии, на этом этапе математическая модель позволяет провести множество экспериментов, совершенно не задействовав реальный объект.
Математические модели можно получить различными способами, каждый
из которых обладает как преимуществами, так и недостатками. Наиболее применяемым и проработанным в теоретическом плане является метод получения моделей на основе физики процессов (такие модели называют имитационными, сложными, первичными, первого порядка) [7, 8], протекающих в объекте. К сожалению, такой подход не лишен недостатков. Во-первых, это медленная скорость работы, что затрудняет оперативное использование данного типа моделей. Во-вторых, это медленная скорость получения моделей, а также необходимость высокой квалификации специалистов, участвующих в процессе получения моделей. Именно из-за этих недостатков был выбран другой подход для получения математических моделей, а именно на основе нейронных сетей, который лишен недостатков моделей на основе физики процессов.
51
Математическая модель на основе нейронной сети
Нейронные сети находят широкое применение во многих задачах, таких как распознавание изображений [9, 10, 11], определение эмоциональной реакции человека [12], идентификация ГТУ [13, 14]. Система «ГТУ – синхронный генератор» (система ГТУ–СГ, газотурбинная электростанция) является нелинейной системой [15, 16], а как мы знаем из источников [17, 18, 19], нейронные сети способны аппроксимировать любой вид нелинейности, что является одним из существенных преимуществ нейронных сетей. На рис. 1 представлена архитектура модели системы «ГТУ – синхронный генератор».
На рис. 1 nтк – скорость вращения турбокомпрессора; nc.т – скорость вра-
щения свободной турбины; U – напряжение СГ; I – ток СГ; NG – мощность СГ; IF – ток возбуждения; Gт – расход топлива; UF – напряжение обмотки возбужде-
ния; ZN – статическая нагрузка СГ; wbca –
весовой коэффициент связи (a – индекс таблицы весов; b – номер нейрона в слое, откуда идет связь; с – номер нейрона
вслое, куда приходит связь). Необходимо добавить, что количество нейронов
вобоих скрытых слоях равно 30 (n = = m = 30).
Также следует отметить, что нейросетевая модель строится на основе экспериментальных данных, взятых либо с реальной установки, либо с модели на основе физики процессов. Именно поэтому такой тип моделей сильно зависит от того, как были получены экспериментальные данные.
Рис. 1. Архитектура нейронной сети
52
Перспективы математических моделей на базе нейронных сетей
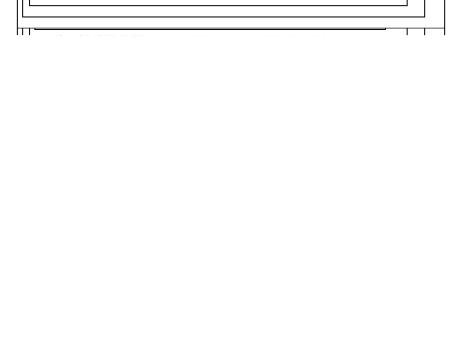
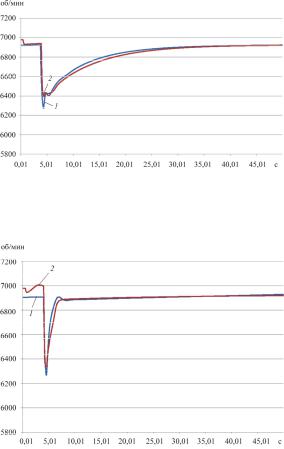
На основе представленной нейросетевой модели с помощью алгоритмов оптимизации были получены оптимальные настройки параметров регулятора (рис. 2, 3) (оптимизация проводилась по выходному параметру nc.т).
Рис. 2. Изменение скорости вращения свободной турбины: 1 – экспериментальная; 2 – модельная; неоптимально настроенный регулятор
Рис. 3. Изменение скорости вращения свободной турбины: 1 – экспериментальная; 2 – модельная; оптимально настроенный регулятор
Как видно из представленных выше графиков, время переходного процесса уменьшилось многократно.
В качестве методов оптимизации параметров регулятора были использованы симплексный, градиентный и генетический алгоритмы поиска экстремума. Поиск параметров регулятора занимал не более 3 мин при следующих параметрах компьютера: операционная система
Windows 8 (×64), процессор AMD E1-2500 APU with Radeon (TM) HD Graphics 1.4 GHz, 4 гигабайта оператив-
ной памяти. Из всего множества полученных настроек регулятора был выбран самый лучший вариант.
Следует отметить, что получение только единственной настройки по первичной модели «ГТУ – синхронный генератор» на программном комплексе КМЭС [20] со сложной моделью ГТУ при тех же параметрах компьютера потребовало бы значительно больше времени.
Именно в этом и заключаются перспективы использования нейронных сетей для получения математических моделей. Мы можем оперативно получать математические модели, а также оперативно настраивать параметры регулятора. При этом весь процесс высокоавтоматизирован, так как специалист (инженер) только получает экспериментальные данные и задает необходимые параметры, всё остальное (как получение математической модели, так и получение настроек регулятора) происходит автоматически, без участия человека.
Заключение
Модельно ориентированный подход является мощным и полезным инструментом, так как позволяет производить отладку, настройку, модификацию объекта, регулятора без эксплуатации реального объекта, что значительно повышает эффективность и скорость их внедрения. При этом математические модели необходимо получать (разрабатывать), в некоторых случаях с нуля. Подход с использованием нейронных сетей как базиса для математических моделей видится наиболее перспективным в этом направлении.
53
Опубликованные в статье результаты получены в рамках выполнения государственного задания Минобрнауки РФ № 13.832.2014/K «Разработка методологических основ адаптивного управления автономными и неавтономными газотурбинными электростанциями мощностью до 25 МВт».
Список литературы
1.Автоматизация настройки регуляторов газотурбинных мини-электро- станций при компьютерных испытаниях / А.И. Полулях, И.Г. Лисовин, Б.В. Кавалеров, А.А. Шигапов // Автоматизация в промышленности. – 2011. –
№6. – С. 14–17.
2.Фам Х.А., Рассохин В.А., Андреев К.Д. Состояние и перспективы развития энергетики Вьетнама // Науч.-техн. ведомости C.-Петербург. гос. политехн.
ун-та. – 2013. – № 1. – С. 32–35.
3.Фахразиев И.З., Зацаринная Ю.Н. Экономические и технологические преимущества использования газотурбинных установок на ТЭС // Вестник Казан.
технол. ун-та. – 2013. – Т. 16, № 3.
4.Новая газотурбинная установка ГТЭ-110. Итоги работ, перспективы развития / Исаков Б.В. [и др.] // Промышленная теплотехника. – Т. 25.
5.Бондаренко А.С., Каллаш В.Л., Литвин А.А. Опыт эксплуатации конвертированных судовых газотурбинных двигателей в энергетике [Электронный ресурс]. – URL: http://www.nbuv.gov. ua/portal/Soc_Gum/Npchdu/Anthropogenic _safety/2004_18/18-18.pdf.
6. Сопряжение программных сред в задачах моделирования и тестирования систем управления энергетическими газотурбинными установками / И.А. Шмидт [и др.]. // Информационно-управляющие системы. – 2009. – № 5.
7. Чобенко В.Н., Палиенко Р.В., Лютиков А.Л. Математическая модель
одновального ГТД Д045 // ВосточноЕвропейский журнал передовых техно-
логий. – 2013. – Т. 3, № 12(63).
8.Тарасенко А.И., Тарасенко А.А. Широкодиапазонная динамическая модель ГТД // Авиационно-космическая техника и технология. – 2012. – № 9. –
С. 243–247.
9.Друки А.А. Применение сверточных нейронных сетей для выделения и распознавания автомобильных номерных знаков на изображениях со сложным фоном // Известия Томск. политехн.
ун-та, 2014. – Т. 324, № 5.
10.Солдатова О.П., Гаршин А.А. Применение сверточной нейронной сети для распознавания рукописных цифр // Компьютерная оптика. – 2010. – Т. 34,
№2.
11.Дорогой Я.Ю. Архитектура обобщенных сверточных нейронных сетей // Вісник Нац. техніч. ун-ту України. – 2011. – № 54. – С. 229–234.
12.Розалиев В.Л., Бобков А.С., Федоров О.С. Применение нейронных сетей и грануляции при построении автоматизированной системы определения эмоциональной реакции человека // Известия Волгоград. гос. техн. ун-та. – 2010. – Т. 11, № 9.
13.Artificial neural network–based system identification for a single-shaft gas turbine / H. Asgari [et al.] // Journal of Engineering for Gas Turbines and Power. – 2013. – Т. 135, № 9. – С. 092601.
14.Asgari H., Chen X.Q., Sainudiin R. Modelling and simulation of gas turbines // International Journal of Modelling, Identification and Control. – 2013. – Т. 20, № 3. – С. 253–270.
15.Гольберг Ф.Д., Батенин А.В. Математические модели газотурбинных двигателей как объектов управления. –
М.: Изд-во МАИ, 1999. – 82 с.
16.Гуревич О.С. Управление авиационными газотурбинными двигателя-
54
ми: учеб. пособие. – М.: Изд-во МАИ, |
20. Программный комплекс «Ком- |
|
2001. – 100 с. |
плекс математических моделей элект- |
|
17. |
Хайкин С. Нейронные сети: пол- |
рогенератора и электросети» «КМЭС»: |
ный курс. – 2-е изд. – М.: Вильямс, 2008. |
св-во о гос. регистрации программы для |
|
18. |
Роберт К. Основные концепции |
ЭВМ № 2011611839 РФ / Петрочен- |
нейронных сетей: пер. с англ. – М.: |
ков А.Б., Кавалеров Б.В., Шигапов А.А., |
|
Вильямс, 2001. |
Один К.А., Полулях А.И., Ситников А.С., |
|
19. |
Методы робастного, нейроне- |
Лисовин И.Г., Ширинкина Е.Н. Дата |
четкого |
и адаптивного управления / |
рег. 28.02.2011. |
Н.Д. Егупов [и др.]. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2002.
55
УДК 004.352:001.895
АДАПТИВНЫЙ СТАНОК-ФАБРИКАТОР ДЛЯ МАЛОГО И СРЕДНЕГО ИННОВАЦИОННОГО ПРОИЗВОДСТВА
Д.А. Опарин
Пермский национальный исследовательский политехнический университет
Рассматриваются особенности и сферы применения модульной гибридной программноаппаратной системы «Фабрикатор» в малой и средней промышленности. Приведены требования к фабрикатору, возможности применения с использованием особенностей работы фабрикатора.
Ключевые слова: гибридное производство, прототипирование, малое производство, станок с ЧПУ, модульность, фабрикатор, адаптация.
ADAPTIVE MACHINE-FABRICATOR FOR SMALL
AND MEDIUM INNOVATIVE PRODUCTION
D.A. Oparin
Perm National Research Polytechnic University
The article discusses the features and scope of the modular hybrid hardware-software “Fabricator” system in small and medium industries. Consider requirements for fabricators, applications possibility using Fabricator work features.
Keywords: hybrid machine, prototyping, small manufacturing business, CNC machine, modularity, fabricator, adaptation.
Введение
Современные производства подразделяются на малые, средние и большие, имеющие свою специфику. Малые и средние производства в основном характеризуются единичным и серийным выпуском. Единичное производство обусловлено широким ассортиментом продукции и малым объемом выпуска одинаковых изделий, зачастую изделия не повторяются. Такое производство более приспособлено к условиям колебания спроса на готовую продукцию. Серийное производство отличается изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производство, такое деление обусловлено количеством одновременно изготовляемых изделий в серии. Мелкосерийное
производство приближенно к единичному, а крупносерийное – к массовому. В настоящее время повышается спрос на партии, выполненные по спецзаказу. Всё это свидетельствует о том, что фирмам необходимо закупать новое технологическое оборудование, способное изготавливать уникальные заказы [12].
Технологическое оборудование, способное изготавливать уникальные заказы, характеризуется следующим: возможностью автоматизированного производства отдельных изделий – прототипов [6, 8, 9]; размерами рабочей площади, позволяющими произвести всю возможную номенклатуру изделий; возможностью доработки изделия после его производства; возможностью быстро повторить производство уникального изделия; возможностью быть частью производственной цепочки серийного производства; возможностью использования новых технологий и материалов; возможностью полной автоматической
56
сборки изделия; возможностью заменять этим станком несколько станков для уменьшения используемой площади и станочного парка; возможностью быстро ремонтировать станок в случае выхода его из строя [1].
Также для малого и среднего производства остро стоит вопрос цены и обслуживания данного технологического оборудования. Для работы на высокотехнологичном станке требуется обученный персонал. Амортизация работы станка тоже возрастает. Размеры станка также имеют значение, поскольку он может занять большую производственную площадь.
Представители малого и среднего производства скептически относятся к инновационным методам производства, которые требуют крупных вложений. Инновационный станок дорог в запуске, так как требует специальных материалов, он будет простаивать, поскольку его не везде можно применить, производство на инновационном станке будет дороже, поэтому можно потерять в конкурентоспособности [4, 5, 7].
Фабрикаторы. Гибридная производственная технология
Существует технология, способная решить проблемы инновационного производства. В последнее время используется совместная аддитивно-субтрактив- ная технология, называемая гибридной [7]. Станки, применяющие данную технологию, обладают преимуществами по расходу материала, точности обработки, качеству, технологичности, возможным конструкциям деталей [3, 4, 7, 10]. На сегодняшний день гибридные технологии используются для станков, производящих металлические детали.
Гибридные станки обладают такими недостатками, как невозможность производить абсолютно все виды объектов,
сложность производства, стоимость используемых специализированных материалов. Они весьма велики и стоят дорого для малых и средних производств. Для того чтобы гибридный станок стал обладать многофункциональностью производства и стал фабрикатором, требуется обеспечить его множеством инструментов, что усложнит станок и увеличит его стоимость [2, 6, 7].
Преимущество фабрикаторов перед обычными станками – их многофункциональность, позволяющая обеспечить полный цикл производства изделия с минимальным человеческим вмешательством на настройку и переналадку. В результате вместо парка станков и нескольких специалистов используется один станок и один специалист. Фабрикатор может обладать обратной связью для корректировки производимого изделия, а также для доработки уже существующих изделий до требуемых характеристик. После производства уникального изделия весь технологический процесс производства изделия на фабрикаторе остается в виде последовательности операций, что позволит повторить уникальное изделие в случае необходимости. Фабрикатору не обязательно производить изделие целиком с нуля. Если существуют стандартные или уже произведенные части изделия, фабрикатор может использовать их для завершения производства изделия, что сделает фабрикатор частью производственной цепочки предприятия. Фабрикатор позволит сделать производство полуавтоматическим, за исключением установки деталей и извлечения их из рабочей области.
Также у фабрикаторов есть недостатки. Они сложны в ремонте. Для управления ими требуется специалист, разбирающийся в тонкостях работы фабрикатора. Ограниченный список ин-
57
струментов тоже ограничивает возможности его применения. Фабрикатор использует только одну рабочую точку в один момент. Сейчас фабрикаторы используют специализированные материалы для работы. Невозможность дополнения функциональных возможностей фабрикатора исключает его применение на постоянно изменяющих технологический процесс и номенклатуру изделий производствах.
Модульный фабрикатор (МФ). Технология
Чтобы обеспечить необходимую вариативность, предлагается использовать модульную технологию для конструирования фабрикаторов [11].
Модульная технология представляет собой систему, объединенную общими стандартами соединений, связи, питания. Фабрикатор подразделяется на модули, выполняющие отдельные функции, причем количество этих модулей может быть изменено в сторону увеличения для добавления фабрикатору новых возможностей. Предложено подразделение модулей на четыре типа: функциональные, структурные, управляющие и переместительные [11].
Благодаря этой технологии будет возможно изменять количество осей, размеры рабочей площадки, быстро заменяя поврежденные модули, восстанавливать работоспособность станка. Кроме того, используя программное обеспечение (ПО), гарантирующее адаптивность, можно получить фабрикатор, определяющий необходимость изменения собственной конструкции для точного производства любых объектов.
Производство фабрикатора упрощается до создания отдельных модулей. Ремонт упрощается до замены модуля. С учетом того, что модули будут выполнять только отдельные функции, сущест-
вует возможность производства необходимых модулей на самом фабрикаторе.
Специальное ПО обеспечивает обратную связь и связь с пользователем, благодаря чему для управления МФ требуются менее квалифицированные специалисты, чем для управления станками.
Ограничение на список инструментов снимается возможностью добавить любой инструмент, создав для него обвязку, подходящую под внутренний стандарт питания, крепления и связи.
Существует возможность добавить несколько рабочих осей или точек обработок, что позволит ускорить производство объекта.
МФ сможет использовать для своей работы любые материалы, которые могут обрабатываться добавляемыми инструментами.
Он может быть изменен для выполнения необходимых технологических операций с максимальной эффективностью.
МФ может быть собран в необходимой в данный момент комплектации, а потом улучшен до требуемых технологических возможностей, что делает его удобным для производств с нестабильными технологическими процессами, а также для создания новых видов изделий по новым процессам.
Существуют принципы, которых должна придерживаться модульная технология, чтобы быть удобной:
Принцип постепенного наращивания возможностей. МФ должен иметь возможность для улучшения, поскольку основное его превосходство в добавлении нового и изменении в лучшую сторону существующего.
Принцип упрощенного управления.
МФ должен управляться специализированным ПО, которое не требует от пользователя точного знания принципов работы, условий и пр. Для этого в ПО вво-
58
дится экспертная среда, позволяющая оценить возможность производства любого объекта на существующем фабрикаторе или предложить варианты для изменения конструкции и списка инструментов.
Принцип минимального изменения.
Для наращивания мощности и добавления новых инструментов требуется добавить минимальное число деталей.
Способы применения модульного фабрикатора
Модульный фабрикатор может быть использован как основной производственный объект для создания прототипов, уникальных изделий, малых партий изделий. В случае увеличения партии изделия фабрикатор может быть переформирован для быстрого выполнения определенных операций. В результате фабрикатор сможет выполнять работы мелкосерийные и среднесерийные, проигрывая в многофункциональности.
Для управления МФ разных формаций не требуется дополнительное ПО, что обеспечивает единство управления.
Пользователем фабрикатора могут быть закуплены только необходимые модули, что уменьшит порог вхождения в технологию.
Модульный фабрикатор может быть использован как станок для производства прототипов и малых партий изделий. В случае оптимизации под необходимое изделие станок сможет выпускать средние и даже крупные партии изделий. Он может выполнять несколько различных операций, что поможет уменьшить размер машинного парка. Станок может заменять вышедшие из строя стандартные станки при наличии необходимых модулей, проигрывая в скорости обработки.
Также он может быть использован для доработки каких-либо объектов при наличии модулей обратной связи.
Заключение
Для малых и средних производств необходимы новые методы производства. Наиболее подходящий современный метод – это фабрикаторы. Для больших предприятий фабрикаторы удобны, но для малых имеют ряд недостатков, поэтому предлагается использовать модульную технологию. Фабрикаторы, построенные по модульной технологии, можно использовать в технологических процессах малых и средних производств, что позволит внедрить на них современные способы производства.
Список литературы
1.An approach to building specialized CNC systems for non-traditional processes / G.M. Martinov [et al.] // Procedia CIRP. – 2014. – № 14. – Р. 511–516.
2.Rapid prototyping processes give new possibilities to numerical copying techniques / I. Pahole [et al.] // Journal of Materials Processing Technology. – 2005. –
№164. – P. 1416–1422.
3.Retrofitment of a CNC machine for hybrid layered manufacturing / K.P. Karunakaran [et al.] // International Journal of Advanced Manufacturing Technology. – 2009. – № 45. – P. 690–703.
4.Low cost integration of additive and subtractive processes for hybrid layered manufacturing / K.P. Karunakaran [et al.] // Robotics and Computer-Integrated Manufacturing. – 2010. – № 26. – P. 490–499.
5.Burry M. Rapid prototyping, CAD/CAM and human factors // Automation in Construction. – 2002. – № 11. – P. 313–333.
6.Strategic advantages of interoperability for global manufacturing using CNC technology / S.T. Newman [et al.] // Robotics and Computer-Integrated Manufacturing. – 2008. – № 24. – P. 699–708.
59
7.Wei-chen Lee, Ching-chih Wei, Shan-Chen Chung. Development of a hybrid rapid prototyping system using lowcost fused deposition modeling and fiveaxis machining // Journal of Materials Processing Technology. – 2014. – № 214. – P. 2366–2374.
8.Weiyin Ma, Wing-Chung But, Peiren He. NURBS-based adaptive slicing for efficient rapid prototyping // ComputerAided Design. – 2004. – № 36. – P. 1309– 1325.
9.Yin Zhongwei. Direct integration of reverse engineering and rapid prototyping based on the properties of NURBS or B-spline // Precision Engineering. – 2004. – № 28. – P. 293–301.
10.Zhu Hu, Kunwoo Lee. Concave edge-based part decomposition for hybrid rapid prototyping // International Journal of Machine Tools & Manufacture. – 2005. –
№45. – P. 35–42.
11.Разработка методики создания гибридной системы прототипирования на основе ЧПУ с модульной архитектурой / Д.А. Опарин, Б.В. Кавалеров, К.В. Артеменко, В.А. Лоскутников // Системы управления и информационные технологии. – 2015. – № 3(61). – С. 84–89.
12.Юрченко К.А. Зависимость эффективности деятельности предприятия от ряда характеризующих факторов // Молодой ученый. – 2012. – № 2. –
С. 162–165.
60