

Промышленные роботы Ч. 2 учебное пособие
.pdfда контролируются параметры процесса калибровки – отклонение точки срабатывания робота по координате X , по координате Y , по координате Z . Для УПР типа ПР125, ПР150 и ПР200 допускаются следующие максимальные отклонения по осям декартовых координат: по оси X – 1 мм; по оси Y – 1,2 мм; по оси Z – 1,5 мм.
Метод активного измерительного контроля параметров калибровки дополнительно позволяет определить наличие механических дефектов в манипуляторах по величине биения инструмента. Биение оценивается по размаху отклонения соответствующей координаты за квант времени (0,5 с). Превышение допуска на величину рассеяния результатов измерений говорит о возможной некачественной сборке узлов манипулятора или о присутствии дефекта в узлах механи-
ческого привода манипулятора. Измерение размаха отклонения Rn |
осуществля- |
|||||||||||
ется по каждой декартовой координате: |
|
|
|
|
|
|
|
|
|
|||
|
|
Xactual max Xactual min |
|
|
max |
Rnx |
; |
|
||||
|
|
|
|
|||||||||
|
|
|
|
|
|
|
t [0;0,5] R {R |
...R } |
|
|||
|
|
|
|
|
|
|
|
|
1 |
n |
|
|
|
Yactual max Yactual min |
|
max |
|
Rny |
|
; |
(6.25) |
||||
|
|
|
|
|||||||||
|
|
|
|
|
|
|
t [0;0,5] R {R ...R |
} |
|
|||
|
|
|
|
|
|
|
|
|
1 |
n |
|
|
|
|
Zactual max Zactual min |
|
|
max |
Rnz . |
|
|||||
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
t [0;0,5] R {R |
...R } |
|
|||
|
|
|
|
|
|
|
|
|
1 |
n |
|
|
В свою очередь измерительный |
контроль |
осуществляется |
сравнением |
|||||||||
с допусками параметра биения по каждой из координат: |
|
|
||||||||||
|
|
max |
R |
|
|
Rmax |
; |
|
|
|
|
|
|
|
t [0;0,5] |
nx |
} |
nx |
|
|
|
|
|
||
|
|
R {R |
...R |
|
|
|
|
|
|
|||
|
|
|
1 |
n |
|
|
|
|
|
|
|
|
|
|
max |
R |
|
|
Rmax |
; |
|
|
|
(6.26) |
|
|
|
t [0;0,5] |
ny |
|
|
ny |
|
|
|
|
|
|
|
|
R {R |
...R |
} |
|
|
|
|
|
|
||
|
|
|
1 |
n |
|
|
|
|
|
|
|
|
|
|
max |
R |
|
|
Rmax |
, |
|
|
|
|
|
|
|
t [0;0,5] |
nz |
} |
nz |
|
|
|
|
|
||
|
|
R {R |
...R |
|
|
|
|
|
|
|||
|
|
|
1 |
n |
|
|
|
|
|
|
|
|
где n – количество полусекундных временных квантов, которое зависит от продолжительности рабочей программы.
Для роботов ПР125, ПР150 и ПР200 допустимыми максимальными значениями биений являются следующие: по оси Х – 0,6 мм; по оси Y – 1 мм; по оси
Z – 1,2 мм.
При реализации метода измерительного контроля можно выделить три вида погрешностей:
1) погрешность, возникающую из-за отклонения оси чувствительности датчика. Ось чувствительности датчика представляет собой прямую АВ, проходящую от центра шарообразной части калибровочного инструмента робота к оси контактной части датчика (рис. 6.5). Эту погрешность можно представить в виде функции f , где α – уголотклонения оси чувствительности датчика;
171

Рис.6.5. Геометрическая интерпретация определения методических погрешностей метода активного измерительного контроля параметров калибровкиманипуляторовУПР
2)погрешность, возникающую из-за смещения оси контактной части датчика по отношению к оси чувствительности. Данный вид погрешности можно представить в виде функции h f (h), где h – смещение оси чувствительности датчика;
3)погрешность, обусловленную техническими характеристиками самого датчика. Она определяется только выбором типа датчика.
Первые два вида погрешностей являются погрешностями метода. Поскольку все три измерительных канала идентичны, методические погрешно-
стипараметровкалибровки и h определяютсяаналогичнопокаждомуизних. Для вычисления погрешности, возникающей из-за отклонения оси чувст-
вительности датчика, применяется метод триангуляции:
|
=(M – Mcosα – Rcosα) |
|
[M (1 cos ) R cos ]2 (2M 2 2MR 2M 2 cos 2MR cos ), (6.27) |
где R – радиус шарообразной части калибровочного инструмента УПР; M – длина измерительной направляющей датчика; – погрешность, возникающая из-за отклонения оси чувствительности.
Учитывая, что значения R и М известны, так как являются конструктивными данными стенда измерительного контроля калибровки, из решения приведенного квадратичного уравнения следует зависимость значения погрешности от угла отклонения оси измерения.
В случае смещения h оси чувствительности измерительная направляющая датчика вместо положения AF будет занимать положение A1C. Вследствие это-
го возникает погрешность h, значение которой равно длине отрезка DF: |
|
|
h R |
R2 h2 . |
(6.28) |
Погрешность, обусловленная техническими характеристиками датчика, составляет не более 10 % от измеряемой величины.
172

Структурная схема ИИС и алгоритм ее работы представлены соответственно на рис. 6.6 и 6.8.
Рис. 6.6. Структурная схема информационно-измерительной системы (ИИС) для определения параметров калибровки манипуляторов УПР: 1 – прецизионный блок питания датчиков; 2 – модуль АЦП; 3 – компьютер (РС); 4 – манипулятор УПР; 5 – калибровочный инструмент; 6 – контактная часть датчика; 7 – датчик отклонения; 8 – АЦП; 9 – коммутатор; 10 – оперативная память; 11 – внутренняя шина данных модуля; 12 – шинный формирователь данных модуля АЦП; 13 – шина данных интерфейса РС; 14 – интерфейс РС; 15 – блок управления с управляющей программой РС; 16 – дешифратор адреса модуля АЦП; 17 – внутренняя шина адреса модуля АЦП; 18 – шинный формирователь адреса модуля АЦП; 19 – шина адреса интерфейса РС; 20 – система управления роботом; 21 – блок управления с управляющей программой робота; 22 – пульт оператора; 23 – дисплей; 24 –
устройство вывода информации
Рис. 6.7. Гистограмма рассеяния значений (мм) отклонений координат характеристической точки рабочего органа манипулятора УПР типа ПР150: ряд 1 – отклонения – X, ряд 2 – отклонения +X, ряд 3 – отклонения – Y, ряд 4 – отклонения +Y, ряд 5 – отклонения
– Z, ряд 6 – отклонения +Z
173
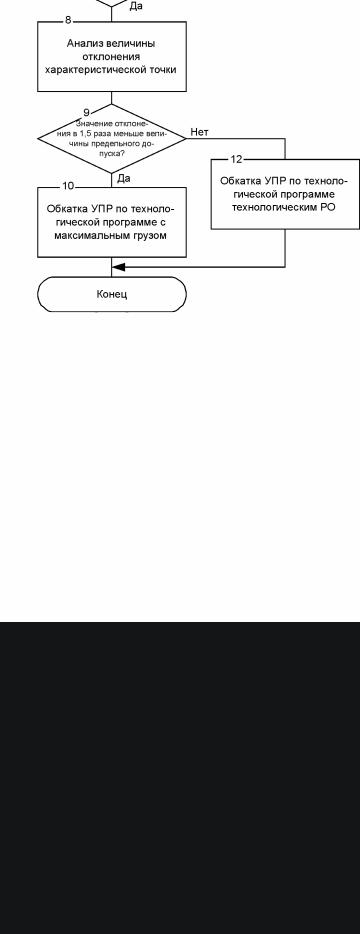
Рис. 6.8. Алгоритм работы ИИС
174
Гистограмма рассеяния значений отклонений координат характеристической точки рабочего органа манипулятора (рис. 6.7) используется для отбора манипуляторов УПР повышенной точности, обеспечивающих функционирование роботизированных технологических комплексов лазерной резки и сварки, плазменной резки, нанесения клеев и герметиков.
Внедрение ИИС для определения параметров калибровки манипуляторов УПР позволило расширить области применения УПР, обеспечило снижение потерь при их ремонте и обслуживании.
175
СПИСОК ЛИТЕРАТУРЫ
1.Зенкевич С.Л. Основы управления манипуляционными роботами / С.Л. Зенкевич, А.С. Ющенко. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2005. – 477 с.
2.Фролов В.К. Механика промышленных роботов: в 3 кн. / В.К. Фролов. –
М.: Высшая школа, 1998. – Кн. 1. –140 с.
3.Шахинпур М. Курс робототехники: пер. с англ. / М. Шахинпур. – М.:
Мир, 1990. – 527 с.
4.Юревич Е.И. Основы робототехники: учеб. пособие / Е.И. Юревич. – 2-е изд. – СПб.: БХВ-Петербург, 2005. – 416 с.
5.Фу К. Робототехника: пер. с англ. / К. Фу, Ф. Гансалес, К. Ли. – М: Мир, 1984. – 415 с.
6.Корендясев А.И. Теоретические основы робототехники: в 2 кн. / А.И. Корендясев, Б.Л. Саламандра, Л.И. Тывес; под ред. С.М. Каплунова; Ин-т машиноведения им. А.А. Благонравова РАН. – М.: Наука, 2006. Кн. 1. – 383 с. –
Кн. 2. – 376 с.
7.Поезжаева Е.В. Промышленные роботы: учеб. пособие: в 3 ч. / Е.В. Поезжаева. – Пермь: Изд-во Перм. гос. техн. ун-та, 2006. – Ч. 1. – 64 с.
8.Поезжаева Е.В. Теория механизмов и механика машин: учеб. пособие / Е.В. Поезжаева. – Пермь: Изд-во Перм. гос. техн. ун-та, 2007. – 122 с.
9.Поезжаева Е.В. Лабораторный практикум по теории механизмов и робототехники: учеб. пособие / Е.В. Поезжаева. – Пермь: Изд-во Перм. гос. техн. ун-
та, 2007. – 120 с.
176

|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 1 |
|
Алгоритмы к моделированию роботизированных систем |
||||||||||
|
Анализ технологического процесса |
|
|
|||||||
Разработка |
Алгоритмы |
Разработка алгори- |
|
Алгоритмы ав- |
|
Алгоритмы |
||||
банка |
контроля |
тмов функциони- |
|
томатической |
|
оперативно- |
||||
данных |
качества |
рования централь- |
|
диагностики и |
|
календарного |
||||
|
|
ного процесса |
устранения неи- |
|
планирования |
|||||
|
|
|
|
|
|
|
справностей |
|
|
|
Определение ко- |
Разработка алгорит- |
|
|
Алгоритмы |
|
Алгоритмы |
|
Учет выпол- |
||
личества брака по |
мов функциониро- |
|
|
|
|
|||||
учета и анали- |
составления |
нения плана |
||||||||
номенклатуре и |
вания периферийных |
|||||||||
|
|
за простоев |
|
сменно- |
|
по объему |
||||
операциям |
процессов |
|
|
|
|
|
||||
|
|
|
оборудо- |
|
суточных |
|
и номенкла- |
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
вания |
|
заданий |
|
туре |
|
Алгоритмы стати- |
Алгоритмы управ- |
|
|
Алгоритмы |
|
Расчет плана |
Учет нали- |
|||
стического |
ления отдельными |
|
|
|
||||||
|
корректировки |
|
обеспечения |
|
чия компле- |
|||||
анализа причин |
технологическим |
|
|
|
||||||
|
|
дисциплины |
|
комплектую- |
ктующих |
|||||
брака |
оборудованием |
|
|
|
||||||
|
обслуживания |
|
щими изде- |
|
изделий |
|||||
|
|
|
|
|
|
|
лиями |
|
|
|
Алгоритмы |
Алгоритмы |
Алгоритмы |
|
Алгоритмы |
|
Учет наличия |
||||
формирования |
учета и анали- |
управления |
|
обмена инфо- |
|
|||||
|
|
материалов |
||||||||
и смены про- |
за простоев |
транспортом |
рмацией с ав- |
|
||||||
и инструментов |
||||||||||
грамм функци- |
оборудования |
|
|
|
тономными |
|||||
|
|
|
|
|
||||||
онирования |
|
|
|
|
устройствами |
|
|
|||
оборудования |
|
|
|
|
управления |
|
|
|||
|
Требования к устройствам |
|
|
|
|
|
|
|
||
|
управления и каналам связи |
|
|
|
|
|
|
|
||
Рис. П. 1.1. Состав алгоритмического этапа проектирования технологического комплекса
177
|
|
|
Управляющая программа |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Алгоритмы |
|
|
Сборка уравнений |
|
|
Сборка уравнений |
||||||
управления |
|
|
|
кинематики |
|
|
|
динамики |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Уравнение |
|
|
|
Уравнение |
|||
|
|
|
|
|
кинематики |
|
|
|
динамики |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Решение уравнений |
|
|
Решение уравнений |
|||||
|
|
|
|
|
кинематики |
|
|
|
динамики |
|||
|
|
|
|
|
(построение |
|
|
|
(построение |
|||
|
|
|
|
|
программных |
|
|
|
движений) |
|||
|
|
|
|
|
траекторий) |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Формирование |
|
|
|
|
Решение |
||
|
|
|
|
|
уравнений |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. П. 1.2. Схема пакета программы моделирования манипуляционных систем
178

Начало
ВводИД: Wo WЕ, I  q , q
q , q
W
Прямой проход Определение Q ij и W j
Обратный проход Определение Q ij и W j
Определение точки q n и времени t n переключения
Интегрирование системы
дифференциальных Коррекция t n уравнений для полученного
времени t n
Требуется ли коррекция t n ?
Печать Q i (t)
Конец
Рис. П. 1.3. Блок-схема программы расчета оптимального по быстродействию движения схвата робота
179

ПРИЛОЖЕНИЕ 2
Алгоритмы управления роботами
Человек-оператор
Интеллектуальный
интерфейс
Оценка ситуации
Обработка |
|
|
|
Планирование |
|
Память |
|||
сенсорной |
|
|
поведения |
|
|
|
|
||
информации |
|
|
|
|
|
|
|
|
|
Сенсорные системы |
|
Исполнительные |
|
|
системы |
|
|
|
Внешняя среда
Рис. П. 2.1. Схема системы интеллектуального управления роботом
180