

3.9.7. Конструкции передач с шариковыми цепями
В приборостроении в низкоскоростных приводах небольшой мощности получили распространение металлические и пластмассовые шариковые цепи (в приводах низкоскоростных конвейеров, счетно-вычислительных машинах, автоматах и др.). Преимуществом шариковых цепей перед приводными ремнями является — отсутствие проскальзывания, а перед обычными цепями — передача движений в различных плоскостях.
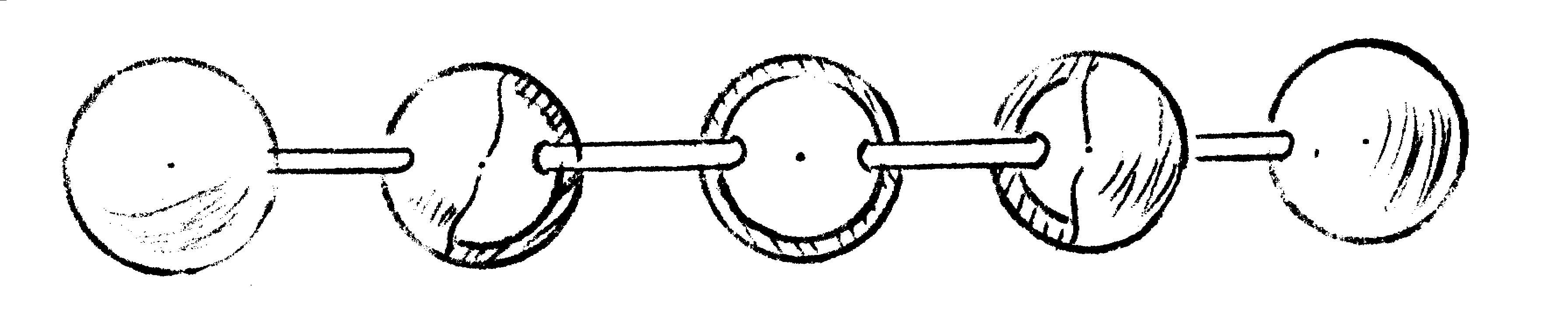
МЕТАЛЛИЧЕСКИЕ ЦЕПИ (рис. 8) состоят из полых шариков, соединенных между собой стержнями, утолщенные концы которых входит внутрь шарика.
Применяется латунь или нержавеющая сталь. Латунные цепи обеспечивают более высокую точность изготовления, чем цепи из нержавеющей стали, так как легче обрабатывается. Цепи из нержавеющей стали рекомендуются при работе в коррозионной среде. Электроизоляция достигается применением пластмассовых звездочек. Слабым звеном является замыкающий шарик. Во время работы такой цепи происходит пластическая деформация: стенок отверстия шариков, увеличение шага цепи и при большой нагрузке — разрыв соединяющих стержней. В связи с этим металлические шариковые цепи применяют в низкоскоростных передачах с небольшим числом циклов нагружения и в ручных передачах.
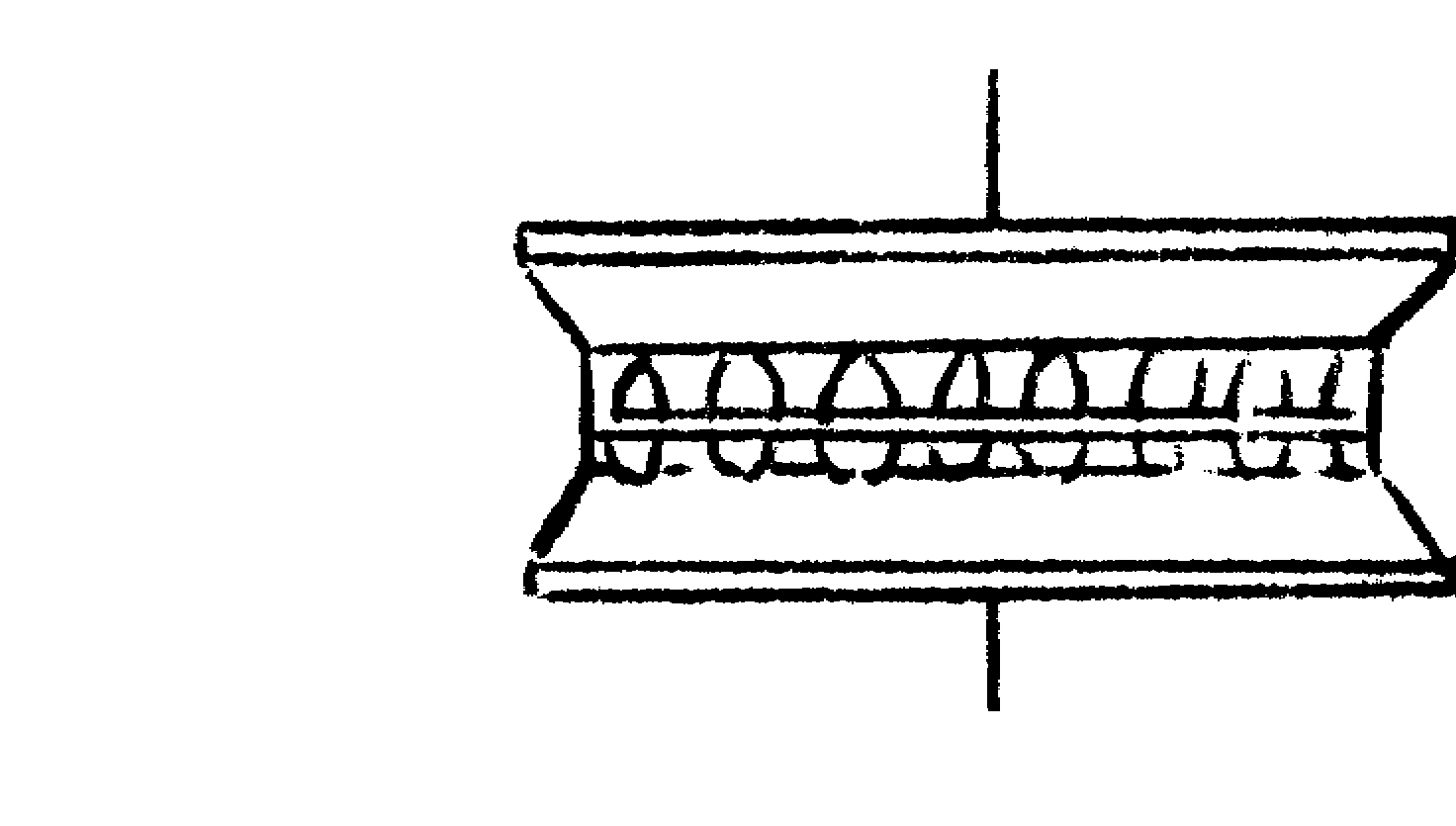
ПЛАСТМАССОВЫЕ ЦЕПИ (рис. 9) состоят из пластмассовых шариков, прочно закрепленных на плетеном кордном пластмассовом шнуре. Шнур изготавливают из полиэфирных жилок, а шарики — из полистирола.
|
Рис. 8. Металлическая цепь |
|
Рис. 9. Пластмассовая цепь |
|
Рис. 10. Пластмассовая звездочка |

Пластмассовая цепь неэлектропроводна,
не имеет ослабленных сечений и узлов
трений. Это ее достоинства. Меньше
вытягивается и меньше шумит при
работе. Их применяют при
![]() .
.
При смещении шариков по плетеному шнуру
цепь выходит из строя. Поэтому полезное
усилие, передаваемое такой цепью должно
быть меньше усилия, смещающего шарики.
Металлическая звездочка изготавливается
из алюминия, нержавеющей или углеродистой
стали, цинковых сплавов. Пластмассовые
звездочки изготавливаются из нейлона,
состоят из 2-х половин, скрепленных
штифтами (рис. 10). Число зубьев звездочек
назначают в пределах
![]() ,
то есть
,
то есть
![]() .
Но для металлических цепей
.
Но для металлических цепей
![]() не рекомендуется, так как при этом
наблюдается значительное уменьшение
шага цепи при ее набегании на звездочку.
Частота вращения звездочек шариковых
цепей обычно
не рекомендуется, так как при этом
наблюдается значительное уменьшение
шага цепи при ее набегании на звездочку.
Частота вращения звездочек шариковых
цепей обычно
![]() об/мин. Нейлоновые звездочки дешевле
и менее точны. Пластмассовые цепи так
же, как и металлические для ручного
привода не смазывают. Металлические
шариковые цепи приводных установок
смазываются окунанием цепи в жидкую
нагретую смесь смазки и воска. Смесь
проникает в шарик и после охлаждения
создает масляную пленку на его внутренней
стороне.
об/мин. Нейлоновые звездочки дешевле
и менее точны. Пластмассовые цепи так
же, как и металлические для ручного
привода не смазывают. Металлические
шариковые цепи приводных установок
смазываются окунанием цепи в жидкую
нагретую смесь смазки и воска. Смесь
проникает в шарик и после охлаждения
создает масляную пленку на его внутренней
стороне.
3.9.8. Основы конструирования цепных передач
Для создания условий обильной смазки
цепи, защиты от загрязнений, бесшумности
и безопасности работы, цепные передачи
заключают в картеры. Внутренние размеры
картера должны обеспечивать возможность
провисания цепи и удобного обслуживании.
Радиальный зазор между внутренней
стенкой картера и наружной поверхностью
звездочек принимают равным
![]() мм; зазор, учитывающий провисание цепи,
назначают в пределах
мм; зазор, учитывающий провисание цепи,
назначают в пределах
![]() ,
а ширину картера берут на 60 мм больше
ширины цепи. Картер снабжается окном
и указателем уровни масла.
,
а ширину картера берут на 60 мм больше
ширины цепи. Картер снабжается окном
и указателем уровни масла.
Для ответственных силовых передач рекомендуются; применять картерную смазку следующих видов:
а) окунанием цеди в масло на глубину,
равной ширине пластины. Применяют при
![]() .
.
б) разбрызгиванием с помощью специальных
колец, отражательных щитков, по которым
масло стекает на цепь. Применяют при
![]() в случаях, когда уровень масла не
может быть поднят до расположения цепи;
в случаях, когда уровень масла не
может быть поднят до расположения цепи;
в) циркуляционную струйную смазку от насоса — наиболее совершенный способ. Применяют для мощных быстроходных передач;
г) циркуляционную смазку распылением
капель масла в струе сжатого воздуха.
Применяют при
![]()
В среднескоростных передачах, не имеющих
герметичных картеров, можно применять
консистентную внутришарнирную или
капельную смазку. Консистентную
смазку осуществляют периодически через
120 - 180 часов погружением цепи в нагретую
смазку. Такая смазка применима при
![]() .
.