

Заключение
Проведенные теоретические и практические исследования вопросов повышения конкурентоспособности продукции промышленного предприятия обеспечили достижение следующих результатов:
1. Уточнено понятие конкурентоспособности продукции как комплексной многоаспектной характеристики продукции, отражающей её превосходящую полезность для потребителя по сравнению с аналогичной продукцией конкурентов и обеспечивающей ей стабильный спрос на целевом рынке в определенный момент времени. Использование данного понятия позволит теоретически обосновать мероприятия по повышению конкурентоспособности продукции в конкретных рыночных условиях.
2. Разработана классификация показателей конкурентоспособности продукции промышленного предприятия, в состав которой наряду с показателями качества и затрат, включены также показатели времени выполнения заказа, уровня сервиса и маркетинговые. Данная классификация показателей позволит определить все необходимые направления повышения конкурентоспособности промышленной продукции.
3. Представлена модель формирования показателей конкурентоспособности, демонстрирующая протекание процесса формирования конкурентоспособности продукции на протяжении всего этапа создания продукции.
4. Рассмотрены основные направления повышения конкурентоспособности продукции на основе использования организационных резервов, которые позволяют воздействовать на конкурентоспособность продукции путем сокращения затрат, повышения качества продукции и сокращения времени выполнения заказа.
5. Определены сущность, структура, цель, задачи, объект, субъект и методы воздействия механизма повышения конкурентоспособности продукции промышленного предприятия, выделены принципы его формирования. Раскрыты сущность и содержание обеспечивающих подсистем механизма.
6. Предложена методика анализа конкурентоспособности продукции промышленного предприятия, предназначенная для измерения уровня конкурентоспособности продукции и предусматривающая учет факторов, оказывающих влияние на конкурентоспособность продукции.
7. Проведены анализ и оценка конкурентоспособности продукции на ряде промышленных предприятий г. Воронежа: ОАО завод «Водмашоборудование», ООО «Техводстрой - В», ООО завод «Красная звезда». Проведенный анализ позволил выявить отставание продукции отечественных предприятий от зарубежных аналогов по ряду показателей, а также выявил, что на рассматриваемых предприятиях показатели, характеризующие внутренние факторы конкурентоспособности, имеют невысокие значения, что может свидетельствовать о существовании проблем в области повышения конкурентоспособности продукции.
8. Сформирована модель организационно-экономического механизма повышения конкурентоспособности продукции промышленного предприятия, представляющая собой набор организационных и экономических методов, процессов, приводящих механизм в действие, организационных форм, необходимых средств обеспечения, а также совокупный результат, получаемый при функционировании механизма. Также были определены функции механизма, осуществлено распределение функций по повышению конкурентоспособности продукции между подразделениями предприятия.
9. Разработана модель информационного обеспечения механизма с применением технологии «облачных вычислений», представляющая собой информационную базу данных, которые создаются и используются отделами, подразделениями и службами предприятия для поддержки процесса принятия решений в области повышения конкурентоспособности продукции. В рамках модели участники процесса повышения конкурентоспособности получат непрерывный доступ к информационным потокам.
10. Разработана комплексная программа повышения конкурентоспособности продукции промышленного предприятия, характеризующаяся выбором мероприятий на основе имитационного и вероятностного моделирования, отличающаяся возможностью применения в условиях бюджетного ограничения, и позволяющая обеспечить повышение уровня конкурентоспособности продукции на конкретном рынке в определенный момент времени без существенных капитальных затрат.
11. Разработана система мотивации вовлеченности персонала в деятельность по повышению конкурентоспособности продукции промышленного предприятия, отличающаяся индивидуальным подходом к каждому работнику и ставящая величину его заработка в прямую зависимость от результатов его труда, тем самым повышая заинтересованность работников в выпуске конкурентоспособной продукции.
Целесообразность практического применения разработанных научных положений и рекомендаций обосновывается необходимостью поиска новых решений в области повышения конкурентоспособности продукции промышленных предприятий с учетом экономических, технических и технологических преобразований, происходящих в народном хозяйстве России, характеризующихся активным внедрением научных разработок и информационных технологий.
Разработанный в исследовании организационно- экономический механизм призван обеспечить повышение уровня конкурентоспособности продукции отечественных промышленных предприятий путем комплексного воздействия на различные подсистемы предприятия, принимающие участи в формировании конкурентоспособности продукции, а используемые в структуре механизма элементы позволяют достичь поставленных целей наиболее рациональным способом.
ПРИЛОЖЕНИЕ 1
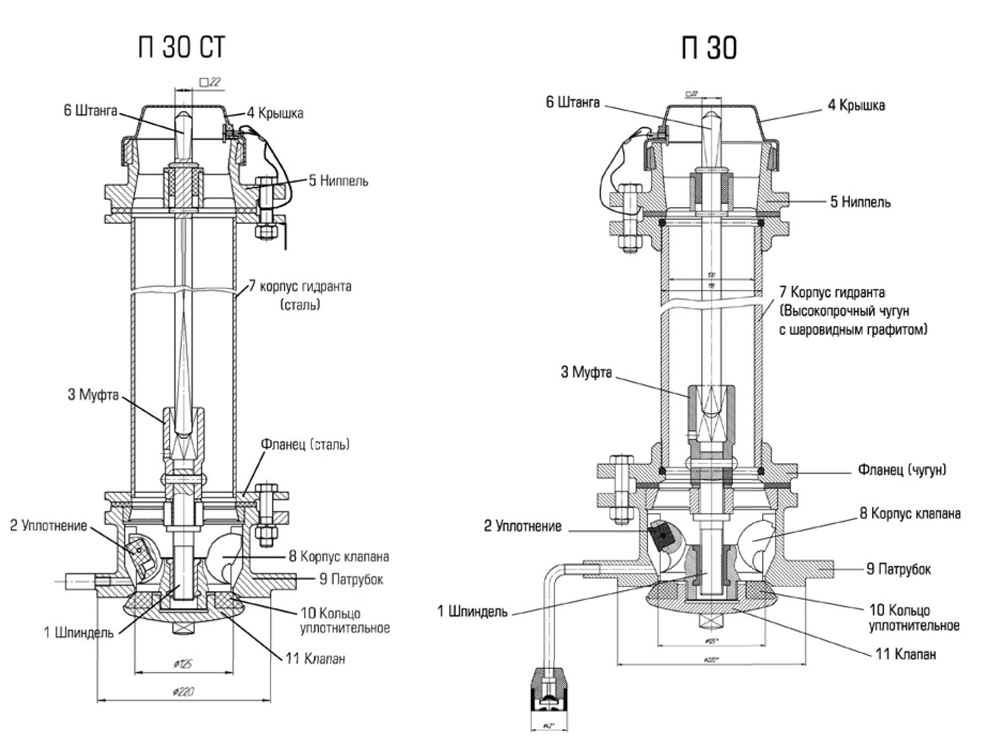
Чертеж подземного пожарного гидранта
ПРИЛОЖЕНИЕ 2
Таблица 1
Фрагмент результатов моделирования участка производства деталей для пожарных гидрантов ОАО «Водмашоборудование»
И М И Т А Ц И О Н Н А Я М О Д Е Л Ь П Р О И З В О Д С Т В Е Н Н О Г О У Ч А С Т К А |
|||||||||||||
(вводятся данные, отмеченные рамкой) |
|
|
|
|
|
|
|||||||
Модель 3-х ступенчатого контроля |
Если ДА - |
Указать в ПАРАМЕТРАХ |
|
|
|||||||||
Количество групп оборудования |
6 |
|
|
|
|
|
|||||||
Количество станков в 1) токарной группе оборудования |
3 |
|
|
|
|||||||||
168 |
2) фрезерной |
3 |
|
|
|
||||||||
|
3) сверлильной |
1 |
|
|
|
||||||||
|
4) термической |
1 |
|
|
|
||||||||
|
5) гальванической |
1 |
|
|
|
||||||||
|
6) шлифовальной |
1 |
|
|
|
||||||||
Количество видов деталей, требующих обработки |
4 |
|
|
|
|
||||||||
Количество технологических операций |
|
|
|
|
|
||||||||
детали типа 1) крышка |
6 |
|
|
|
|
|
|
||||||
2) штанга |
7 |
|
|
|
|
|
|
||||||
Продолжение табл.1
3) корпус |
6 |
|
|
|
|
|
|
|
||||||||||||||||||||||||
4) клапан |
6 |
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
Технологический маршрут (с учетом транспортировки) |
|
|
|
|
|||||||||||||||||||||||||||
|
по группам оборудования |
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
Опер 1 |
Опер 2 |
Опер 3 |
Опер 4 |
Опер 5 |
Опер 6 |
Опер 7 |
||||||||||||||||||||||
|
1)-й детали |
1 |
2 |
3 |
4 |
5 |
6 |
|
||||||||||||||||||||||||
|
2) |
1 |
5 |
2 |
3 |
1 |
4 |
5 |
||||||||||||||||||||||||
|
169 3) |
1 |
4 |
1 |
2 |
3 |
6 |
|
||||||||||||||||||||||||
|
4) |
1 |
2 |
4 |
2 |
3 |
5 |
|
||||||||||||||||||||||||
|
Технологическое время на операции |
|||||||||||||||||||||||||||||||
|
|
|
|
Опер 1 |
Опер 2 |
Опер 3 |
Опер 4 |
Опер 5 |
Опер 6 |
Опер 7 |
||||||||||||||||||||||
|
1)-й детали |
43 |
18 |
12 |
72 |
15 |
16 |
|
||||||||||||||||||||||||
|
2) |
17 |
7 |
9 |
10 |
54 |
48 |
16 |
||||||||||||||||||||||||
|
3) |
32 |
72 |
39 |
85 |
9 |
27 |
|
||||||||||||||||||||||||
|
4) |
35 |
17 |
20 |
37 |
5 |
15 |
|
||||||||||||||||||||||||
Продолжение табл.1
Приоритет обработки деталей 1)-й детали - |
1 |
|
Больше |
|
|
||||||||||||||||||
|
|
2) |
|
1 |
|
значение - |
|
|
|||||||||||||||
|
|
3) |
|
1 |
|
выше |
|
|
|||||||||||||||
|
|
4) |
|
1 |
|
приоритет |
|
|
|||||||||||||||
Максимальное число партий, которые одновременно могут находиться на участке (в заделе и в плане) |
11 |
||||||||||||||||||||||
Количество партий в заделе |
1 |
|
|||||||||||||||||||||
Данные по партии в заделе |
|||||||||||||||||||||||
170 Код |
Вид деталей |
Номер |
Номер |
Время до |
Кол-во |
Кол-во |
|||||||||||||||||
партии |
в партии |
очереди |
станка |
конца |
незаверш. |
деталей |
|||||||||||||||||
|
|
|
занимаем |
обработки |
операций |
в партии |
|||||||||||||||||
|
|
|
партией |
на этой |
согласно |
|
|||||||||||||||||
|
|
|
|
операции |
техпроцессу |
|
|||||||||||||||||
11 |
1 |
0 |
2,1 |
800 |
5 |
50 |
|||||||||||||||||
- если нет ЗАДЕЛА |
|||||||||||||||||||||||
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|||||||||||||||||
Продолжение табл.1
Объем плана подразделению |
|
|
|
|
|
|
|||||||
(количество партий в плановом задании) |
10 |
|
|
|
|
||||||||
Данные по заданному плану |
|
|
|
|
|
|
|||||||
Очередность |
Код |
Вид деталей |
Количество деталей |
||||||||||
запуска |
партии |
в партии |
в партии |
||||||||||
1 |
|
12 |
1 |
|
50 |
|
|||||||
2 |
|
13 |
1 |
|
50 |
|
|||||||
3 171 |
|
21 |
2 |
|
50 |
|
|||||||
4 |
|
22 |
2 |
|
50 |
|
|||||||
5 |
|
23 |
2 |
|
50 |
|
|||||||
6 |
|
31 |
3 |
|
20 |
|
|||||||
7 |
|
32 |
3 |
|
20 |
|
|||||||
8 |
|
33 |
3 |
|
20 |
|
|||||||
9 |
|
41 |
4 |
|
30 |
|
|||||||
10 |
|
42 |
4 |
|
30 |
|
|||||||
Продолжение табл.1
РАСПЕЧАТКА РЕЗУЛЬТАТОВ МОДЕЛИРОВАНИЯ |
|||||||
МОДЕЛЬНОЕ ВРЕМЯ РАВНО 23510 |
|
|
|||||
ИНФОРМАЦИЯ ПО ОБОРУДОВАНИЮ |
|
|
|||||
СОСТОЯНИЕ СТАНКОВ |
НАРАБОТКА СТАНКОВ |
|
|||||
Н-Р СТАНКА |
ПАРТИЯ |
ВРЕМЯ |
|
ЗАГРУЗКА |
|
||
1,1 |
0 |
7550 |
|
0,32114 |
|
||
1,2 |
0 |
7090 |
|
0,301574 |
|
||
1,3 |
0 |
6670 |
|
0,283709 |
|
||
СОСТОЯНИЕ ОЧЕРЕДИ 0 |
|
|
|
||||
2,1 |
0 |
7480 |
|
0,318162 |
|
||
2 172 ,2 |
0 |
1410 |
|
0,059974 |
|
||
2,3 |
0 |
2600 |
|
0,110591 |
|
||
СОСТОЯНИЕ ОЧЕРЕДИ 0 |
|
|
|
||||
3,1 |
0 |
3540 |
|
0,150574 |
|
||
СОСТОЯНИЕ ОЧЕРЕДИ 0 |
|
|
|
||||
4,1 |
0 |
19920 |
|
0,847299 |
|
||
СОСТОЯНИЕ ОЧЕРЕДИ 0 |
|
|
|
||||
5,1 |
0 |
5850 |
|
0,24883 |
|
||
СОСТОЯНИЕ ОЧЕРЕДИ 0 |
|
|
|
||||
6,1 |
0 |
3220 |
|
0,136963 |
|
||
Окончание табл.1
СОСТОЯНИЕ ОЧЕРЕДИ 0 |
|
|
|
|||
ГДЕ - 0 -СТАНОК СВОБОДЕН ИЛИ ОЧЕРЕДЬ СВОБОДНА |
|
|||||
ЧИСЛО - КОД ПАРТИИ |
|
|
|
|
||
КОЛИЧЕСТВО ПАРТИЙ ДЕТАЛЕЙ, ОБРАБОТАННЫХ ПО ГРУППАМ ОБОРУДОВАНИЯ |
||||||
1 ГР.ОБОРУДОВАНИЯ 16 |
|
|
|
|
||
2 ГР.ОБОРУДОВАНИЯ 12 |
|
|
|
|
||
3 ГР.ОБОРУДОВАНИЯ 10 |
|
|
|
|
||
4 ГР.ОБОРУДОВАНИЯ 10 |
|
|
|
|
||
5 173 ГР.ОБОРУДОВАНИЯ 10 |
|
|
|
|
||
6 ГР.ОБОРУДОВАНИЯ 5 |
|
|
|
|
||
ВЫПУСК ДЕТАЛЕЙ В ШТ |
|
|
|
|
||
1- ГО ВИДА 100 |
|
|
|
|
|
|
2- ГО ВИДА 150 |
|
|
|
|
|
|
3- ГО ВИДА 60 |
|
|
|
|
|
|
4- ГО ВИДА 60 |
|
|
|
|
|
|
СОВОКУПНОЕ ВРЕМЯ ЦИКЛА = 23510 |
|
|
|
|||
МОДЕЛИРОВАНИЕ ПРЕКРАЩЕНО |
|
|
|
|||
Таблица 2
Фрагмент результатов моделирования процессов контроля качества
И М И Т А Ц И О Н Н А Я М О Д Е Л Ь 3-х С Т У П Е Н Ч А Т О Г О К О Н Т Р О Л Я |
|||||||||||||
Исходные данные, характеризующие процессы контроля в цехе (по видам контроля) |
|||||||||||||
Трудоемкость контроля первой детали (по операциям) |
|||||||||||||
|
Опер 1 |
Опер 2 |
Опер 3 |
Опер 4 |
Опер 5 |
Опер 6 |
Опер 7 |
||||||
вид деталей 1) |
0,5 |
1 |
0,2 |
0,3 |
1 |
0,5 |
|
||||||
2) |
0,3 |
1 |
0,5 |
0,5 |
1 |
0,5 |
0,3 |
||||||
3) |
0,5 |
1 |
0,3 |
0,5 |
1 |
0,5 |
|
||||||
4 174 ) |
0,5 |
0,5 |
1 |
0,9 |
0,5 |
0,2 |
|
||||||
Рабочие, имеющие личное клеймо - право контроля (1-да,0-нет) |
|||||||||||||
|
Станок 1 |
Станок 2 |
Станок 3 |
|
|
|
|||||||
группы оборудования 1) |
0 |
1 |
0 |
|
|
|
|||||||
2) |
1 |
0 |
0 |
|
|
|
|||||||
3) |
0 |
|
|
|
|
|
|||||||
4) |
0 |
|
|
|
|
|
|||||||
5) |
0 |
|
|
|
|
|
|||||||
6) |
0 |
|
|
|
|
|
|||||||
Продолжение табл.2
Статистический контроль (выборочный операционный) в период обработки партий деталей на операции. |
||||||||||||||
Количество деталей в выборке (по операциям) |
||||||||||||||
|
Опер 1 |
Опер 2 |
Опер 3 |
Опер 4 |
Опер 5 |
Опер 6 |
Опер 7 |
|||||||
вид деталей 1) |
5 |
3 |
4 |
0 |
2 |
5 |
|
|||||||
2) |
3 |
4 |
0 |
5 |
0 |
0 |
5 |
|||||||
3) |
4 |
5 |
0 |
0 |
3 |
4 |
|
|||||||
4 175 ) |
2 |
0 |
5 |
4 |
3 |
5 |
|
|||||||
Размер (удельный вес) партии, обработанной до момента |
||||||||||||||
возможного возникновения брака (по операциям) |
||||||||||||||
|
Опер 1 |
Опер 2 |
Опер 3 |
Опер 4 |
Опер 5 |
Опер 6 |
Опер 7 |
|||||||
вид деталей 1) |
0,3 |
0,5 |
0,3 |
0 |
0,3 |
0,5 |
|
|||||||
2) |
0,4 |
0,7 |
0 |
0,5 |
0 |
0 |
0,5 |
|||||||
3) |
0,2 |
0,4 |
0 |
0 |
0,5 |
0,2 |
|
|||||||
4) |
0,5 |
0 |
0,1 |
0,5 |
0,3 |
0,5 |
|
|||||||
Продолжение табл.2
Приемочный межоперационный контроль - |
|||||||||||
процент выборочности контроля по операциям |
|||||||||||
|
Опер 1 |
Опер 2 |
Опер 3 |
Опер 4 |
Опер 5 |
Опер 6 |
Опер 7 |
||||
вид деталей 1) |
20 |
10 |
20 |
10 |
10 |
100 |
|
||||
2) |
30 |
50 |
100 |
20 |
30 |
50 |
50 |
||||
3) |
20 |
100 |
10 |
20 |
30 |
50 |
|
||||
4) |
20 |
0 |
10 |
30 |
100 |
50 |
|
||||
Промежуток времени вывода статистики |
1 |
- Вывод результатов - По важным событиям |
|||||||||
П 176 ромежуток времени вывода статистики |
1000000 |
- Сокращённый вывод результатов моделирования |
|||||||||
Указать в ПАРАМЕТРАХ |
|||||||||||
ПРОЦЕСС КОНТРОЛЯ ПО ВИДАМ И ПО ОПЕРАЦИЯМ ТЕХПРОЦЕССА |
|||||||||||
ОПЕРАЦИЯ 1 |
|
|
|||||||||
КОД ВИДА |
|
ВРЕМЯ |
КОНТРОЛЯ |
||||||||
КОНТРОЛЯ |
|
НАЧАЛО |
ОКОНЧАНИЕ |
||||||||
ЛИЧНОЕ КЛЕЙМО |
|
|
|||||||||
02 СТ КОНТР Т3= |
2278 |
Т4=2280 |
|||||||||
03 ПР КОНТР Т5= |
2280 |
Т6=2282 |
|||||||||
|
|
|
|
||||||||
Продолжение табл.2
ОПЕРАЦИЯ 2 |
|
|
|||
КОД ВИДА |
|
ВРЕМЯ |
КОНТРОЛЯ |
||
КОНТРОЛЯ |
|
НАЧАЛО |
ОКОНЧАНИЕ |
||
01 К 1Й ДЕТ Т1= |
2862 |
Т2=2863 |
|||
02 СТ КОНТР Т3= |
3366 |
Т4=3371 |
|||
03 ПР КОНТР Т5= |
4249 |
Т6=4269 |
|||
|
|
|
|
||
177 ОПЕРАЦИЯ 3 |
|
|
|||
КОД ВИДА |
|
ВРЕМЯ |
КОНТРОЛЯ |
||
КОНТРОЛЯ |
|
НАЧАЛО |
ОКОНЧАНИЕ |
||
ЛИЧНОЕ КЛЕЙМО |
|
|
|||
02 СТ КОНТР Т3= |
4480 |
Т4=4480 |
|||
03 ПР КОНТР Т5= |
4558 |
Т6=4559 |
|||
|
|
|
|
||
ОПЕРАЦИЯ 4 |
|
|
|||
КОД ВИДА |
|
ВРЕМЯ |
КОНТРОЛЯ |
||
КОНТРОЛЯ |
|
НАЧАЛО |
ОКОНЧАНИЕ |
||
ЛИЧНОЕ КЛЕЙМО |
|
|
|||
02 СТ КОНТР Т3= |
5260 |
Т4=5260 |
|||
03 ПР КОНТР Т5= |
5602 |
Т6=5604 |
|||
Окончание табл.2
ОПЕРАЦИЯ 5 |
|
|
|||
КОД ВИДА |
|
ВРЕМЯ |
КОНТРОЛЯ |
||
КОНТРОЛЯ |
|
НАЧАЛО |
ОКОНЧАНИЕ |
||
01 К 1Й ДЕТ Т1= |
6969 |
Т2=6970 |
|||
02 СТ КОНТР Т3= |
7050 |
Т4=7053 |
|||
03 ПР КОНТР Т5= |
7019 |
Т6=7025 |
|||
178 |
|
|
|
||
ОПЕРАЦИЯ 6 |
|
|
|||
КОД ВИДА |
|
ВРЕМЯ |
КОНТРОЛЯ |
||
КОНТРОЛЯ |
|
НАЧАЛО |
ОКОНЧАНИЕ |
||
01 К 1Й ДЕТ Т1= |
7167 |
Т2=7168 |
|||
02 СТ КОНТР Т3= |
7248 |
Т4=7250 |
|||
03 ПР КОНТР Т5= |
7414 |
Т6=7419 |
|||