

1.7. Вакуумные индукционные тигельные печи
Вакуумные индукционные печи (ВИП) по режиму работы разделяют на печи периодического и полунепрерывного действия.
Печи периодического действия имеют лишь одну камеру – плавильно-заливочную. После каждой плавки и заливки форм указанную камеру разгерметизируют; вынимают из неё залитую форму; чистят и заправляют тигель; вновь загружают в него шихту; устанавливают в камеру пустую форму; закрывают камеру; откачивают из неё воздух и производят новую плавку.
Вакуумные печи полунепрерывного действия имеют, кроме плавильно-заливочной, дополнительные камеры – не менее одной вертикальной и одну или две горизонтальных. Каждая из дополнительных камер одним торцом присоединена к плавильно-заливочной камере (ПЗК), а второй торец свободен. Дополнительные камеры изолированы от плавильно-заливочной (в местах присоединения) вакуумными затворами. Аналогичные затворы открывают или закрывают свободные торцы камер. В ВИП полунепрерывного действия загрузка шихты в тигель и её плавка, подшихтовка и все виды доводки ЖМ, подача порожних форм (или изложниц), их заливка, затвердевание ЖМ, извлечение заполненных форм – все эти технологические операции выполняются без нарушения вакуума в ПЗК.
По способу слива ЖМ из тигля в форму или изложницу различают ВИП [2, с. 230]:
а) с наклоном всей ПЗК вместе с тиглем и заливаемой изложницей, подвешенной на шарнирах к кожуху этой камеры;
б) с наклоном только тигля внутри ПЗК, а заливаемая форма установлена неподвижно на какой-нибудь опоре внутри камеры.
К вакуумным печам полунепрерывного действия относятся печи ВИАМ – 100, ВИАМ – 24, ИСВ – 0,6, УЛВАК, КОНСАРК и др.
У печи ВИАМ – 100 ПЗК имеет цилиндрическую форму и расположена горизонтальною. Примерно в центре камеры находится тигель (с индуктором), который при сливе ЖМ наклоняется вдоль оси ПЗК. Ниже тигля имеется рольганг (с дисковыми роликами), на котором располагаются литейные формы при заливке. На верхней части кожуха ПЗК установлена вертикальная цилиндрическая камера, через которую загружают в тигель шихту без разгерметизации плавильного рабочего пространства печи. Ось шихтовой вертикальной камеры совпадает с осью симметрии тигля.
Перед началом очередного цикла работы печи
ВИАМ – 100 необходимо: тигель осмотреть, очистить и отремонтировать (если нужно); ПЗК со всех сторон закрыть вакуумными затворами (т.е. изолировать от всех остальных камер) и откачать из неё воздух до остаточного давления – мм рт. ст.; разгерметизировать верхние и боковые камеры, т.е. открыть их наружные вакуумные затворы. Строго говоря, перечисленные операции выполняют перед началом первой плавки. Если печь работает в неперерывном режиме (например в течение двух смен), то ПЗК, естественно, не разгерметизируют и загрузку шихты в тигель осуществляют сразу после слива предыдущей дозы ЖМ.
Далее для возобновления нового цикла плавки необходимо: набрать дозу компонентов шихты в специальную загрузочную корзину, поместить её в шихтовую камеру и закрыть камеру наружным вакуумным затвором; откачать воздух из шихтовой камеры до остаточного давления, равного давлению в ПЗК; открыть внутренний вакуумный затвор между этими камерами, выгрузить шихту из корзины в тигель; поднять пустую корзину в шихтовую камеру и закрыть внутренний вакуумный затвор; подать воздух (при атмосферном давлении) в шихтовую камеру; открыть наружный вакуумный затвор; набрать дозу компонентов шихты в загрузочную корзину и т.д.; начать плавку шихты в тигле.
Печь ВИАМ – 100 имеет также две горизонтальные дополнительные камеры цилиндрической формы. Эти камеры расположены по бокам (слева и справа) центральной ПЗК и присоединены к ней своими рабочими торцами. Как указывалось выше, каждая боковая камера с обоих торцов (рабочего и свободного) закрывается или открывается вакуумными затворами. В нижней части камер имеются рольганги с дисковыми роликами, расположенными на одном уровне с роликами в ПЗК. Через одну из боковых камер (например правую) подаются пустые формы в плавильную камеру для заливки. Назовём правую камеру загрузочной. Через другую (левую) удаляются после их заливки. Левую камеру назовём выгрузочной. Последовательность подачи пустых форм после окончания плавки: установить заливаемые формы на вспомогательный рольганг (перед правой камерой) таким образом, чтобы заливочные чаши разных форм располагались в одной горизонтальной плоскости, наиболее удобной для заливки из тигля; протолкнуть формы на рольганг внутри правой камеры и закрыть её наружным вакуумным затвором; откачать воздух из загрузочной (правой) камеры до остаточного давления, равного давлению в ПЗК; открыть вакуумный затвор между этими камерами, подать (по очереди) первую, вторую и другие формы под заливку, располагая каждую из них так, чтобы заливочная чаша находилась под носком тигля, и залить формы (количество форм зависит от их металлоёмкости и габаритных размеров); закрыть вакуумный затвор между плавильно-заливочной и загрузочной камерами; подать воздух в загрузочную камеру (при атмосферном давлении), открыть наружный вакуумный затвор и готовиться к очередному поступлению форм.
Левую боковую камеру используют следующим образом: закрыть свободный торец наружным вакуумным затвором (рабочий торец был закрыт вакуумным затвором ранее перед началом плавки): откачать воздух из выгрузочной (левой) камеры до остаточного давления, равного давлению в ПЗК; открыть вакуумный затвор между этими камерами, передвинуть залитые формы из плавильной в левую камеру и закрыть вакуумный затвор, сохранив при этом «вакуум» в ПЗК; подать воздух (при атмосферном давлении) в выгрузочную камеру, открыть наружный вакуумный затвор и выкатить залитые формы на вспомогательный рольганг, расположенный после левой камеры. Очерёдность и время работы всех камер должны быть согласованны так, чтобы время простоя печи было наименьшим. Если используются оболочковые керамические формы, полученные литьём по выплавляемым моделям, то время между извлечением этих форм из прокалочной печи и заливкой должно быть не более 15 мин.
Печь ВИАМ – 100 может работать с одной боковой камерой например правой, используя её и для загрузки пустых форм, и для выгрузки залитых. Последовательность закрывания и открывания вакуумных затворов, откачки или подачи воздуха в боковую камеру и т. п. зависит от того, для какой цели она используется на данном этапе работы печи.
Вакуумная печь ВИАМ – 24 состоит из трёх основных камер: плавильно-заливочной, шихтовой и для подачи – выдачи литейных форм.
ПЗК имеет цилиндрическую форму, расположена горизонтально и с торцов закрыта сферическими днищами, из которых переднее открывается подобно двери, а заднее отодвигается вдоль оси камеры. В центре камеры находится тигель (с индуктором), прикреплённый к заднему днищу, поэтому если отодвинуть днище, то тигель извлекается из ПЗК и с помощью например цехового мостового крана можно отремонтировать или заменить тигель или индуктор. При сливе ЖМ тигель наклоняется в плоскости, перпендикулярной оси своей камеры. Под тиглем имеется рольганг с дисковыми роликами для установки форм при заливке.
Шихтовая камера сделана в виде цилиндра, располагается вертикально на кожухе ПЗК соосно с тиглем и изолирована от плавильного пространства вакуумным затвором. Загрузка шихты через эту камеру проводится аналогично печи ВИАМ – 100.
Единственная боковая камера имеет цилиндрическую форму, располагается горизонтально и рабочим торцом соединяется с ПЗК через вакуумный затвор. Подобный затвор закрывает и открывает свободный торец боковой камеры. Внутри камеры имеется рольганг с дисковыми роликами. Последовательность подачи из этой камеры пустых форм под заливку и приёмки залитых форм такая же, как у аналогичных камер печи ВИАМ – 100. Перед камерой также установлен вспомогательный рольганг для пустых и залитых форм.
На рис. 1.5 показано устройство вакуумной ИТП типа ИСВ – 0,6 полунепрерывного действия для литья слитков из жаропрочных сплавов и специальных сталей [8, с. 21 – 23].
Печь ИСВ – 0,6 обслуживается следующим образом [8, с. 23]: ПЗК 1 печи закрывается сверху крышкой 7, расположенной на самоходной тележке 8 мостового типа с электроприводом. Тележка с крышкой по рельсам отъезжает вправо (по рис. 1.5), ПЗК открывается, в результате чего освобождается доступ для чистки, ремонта и замены тигля 3.
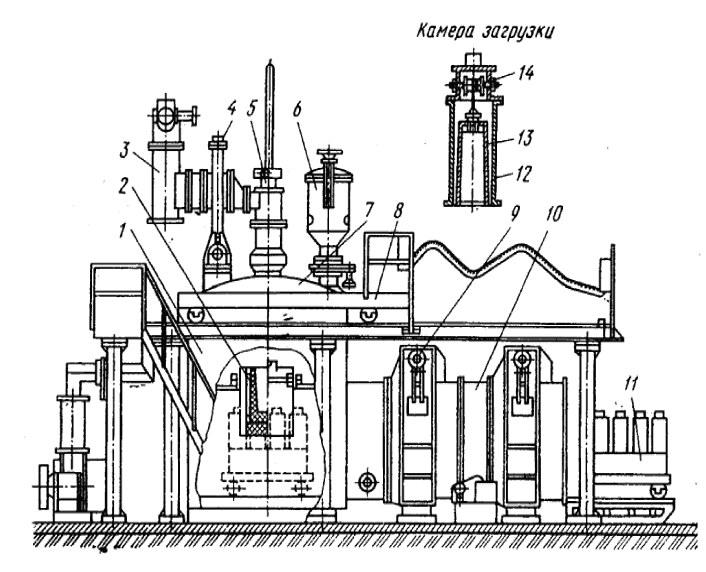
Рис. 1.5. Вакуумная ИТП типа ИСВ – 0,6
полунепрерывного действия:
1 – плавильно-заливочная камера; 2 – плавильный тигель; 3 – камера для загрузки шихты в тигель; 4 – поворотная колонна; 5 – устройство для взятия проб ЖМ и замера его температуры; 6 – дозатор; 7 – крышка плавильно-заливочной камеры; 8 – четырёхколёсная самоходная тележка; 9 – вакуумный затвор; 10 – камера для загрузки и выгрузки изложниц (т.е. литейных форм);
11 – тележка для подачи изложниц (форм) в загрузочную и плавильно-заливочную камеры и извлечения из них залитых форм; 12 – кожух шихтовой камеры; 13 – корзина для шихты;
14 – лебёдка для опускания и поднимания корзины для шихты
Загрузка шихты в тигель производится с помощью шихтовой камеры 3, которая представляет собой цилиндрический кожух 12, внутри которого на тросе подвешена корзина 13 для шихты. Корзину с загруженной в неё шихтой опускают с помощью лебёдки 14 в тигель, после чего дно корзины открывается и шихта высыпается в тигель. Шихтовая камера 3 смонтирована на поворотной колонне 4, что позволяет отводить камеру 3 в сторону для удобства загрузки в неё корзины 13 с новой порцией шихты. Камера 3 отделена от ПЗК вакуумным технологическим затвором и соединена с вакуумной системой. Это позволяет производить загрузку шихты в тигель без нарушения вакуума в ПЗК.
Дозатор 6 предназначен для ввода в тигель различных твёрдых присадок во время плавки. Камера дозатора имеет несколько секций, в которые загружаются требуемые присадочные материалы. Из дозатора в тигель они переносятся специальным поворотным ковшом с откидным днищем. Так же, как шихтовая камера 3, дозатор 6 отделяется от ПЗК вакуумным затвором.
С ПЗК соединена камера 10 изложниц. От цеха и ПЗК она отделена технологическими вакуумными затворами 9 и соединена с вакуумной системой. Подача изложниц в камеру изложниц, а затем в ПЗК осуществляется на тележке 11. Следовательно, камера изложниц с вакуумными затворами выполняет роль шлюзовой камеры, обеспечивая сохранение вакуума в ПЗК при замене в ней изложниц. Заливка ЖМ в формы производится наклоном тигля с помощью электропривода. Остаточное давление в печи составляет 0,6 – 0,7 Па. Питание печи производится от тиристорного источника.