

2.2. Движение жидкого металла в подовом канале
Направление магнитного потока магнитопровода зависит от направления тока в индукторе и изменяется с частотой 50 Гц. Но так как магнитный поток магнитопровода создаёт (индуцирует) переменный ток в ЖМ подового канала, то и направление этого тока также одновременно (синхронно) изменяется с частотой 50 Гц, т. е. каждому новому направлению магнитного потока в магнитопроводе соответствует новое направление тока в ЖМ подового канала. Благодаря такой синхронности направление электродинамической силы Лоренца, с которой магнитное поле действует на ЖМ с током в подовом канале, не изменяется, т. е. действует в одном и том же направлении, как при положительной, так и при отрицательной полуволне переменного тока в индукторе.
Направление электродинамической силы Лоренца можно установить, пользуясь правилом левой руки [9, с. 301 – 303, 313].
Если бы подовый канал был заполнен токопроводником в виде твёрдого металла (например стальной проволокой), то электродинамические силы Лоренца пытались бы отодвинуть этот проводник от индуктора. Но так как канал заполнен ЖМ, то под давлением электродинамических сил Лоренца ЖМ прижимается к наружной стенке канала и по ней выдавливается в ванну. По внутренней стенке канала ЖМ из ванны засасывается вглубь подового канала. Вследствие этого происходит циркуляция ЖМ из подового канала в ванну и обратно.
Такое направление циркуляции ЖМ будет только в случае каналов, толщина и ширина которых постоянны по всей длине.
Если же толщина или ширина канала неодинаковы в разных местах, то возникает также продольная циркуляция металла вследствие появления осевой составляющей электродинамической силы Лоренца или (при переменной ширине канала) разной величины электродинамического давления в узкой и широкой части канала [1, с. 336]. И так как температура ЖМ в канале на 50 – 150 °С выше температуры ЖМ в ванне печи [3, с. 229], то происходит передача тепла от ЖМ подового канала к шихте и ЖМ в ванне.
Плотность тока в канале подового камня [3, с. 238] при плавке:
меди
![]() ,
,
латуни
![]() ,
,
чугуна
![]() .
.
2.3. Конструкция основных частей плавильного узла
2.3.1. Состав плавильного узла
У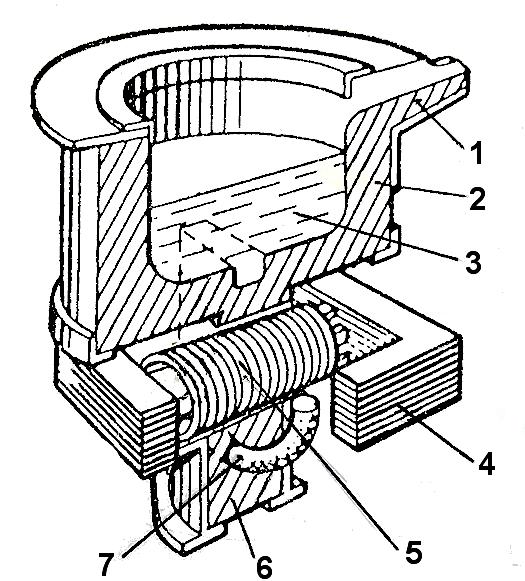 прощённая
конструкция плавильного узла ИКП
показана на рис. 2.2 [7, с. 114].
прощённая
конструкция плавильного узла ИКП
показана на рис. 2.2 [7, с. 114].
Рис. 2.2. Основные части плавильного узла ИКП:
1 – сливной носок; 2 – ванна; 3 – ЖМ; 4 – магнитопровод; 5 – ин-
дуктор; 6 – подовый камень; 7 – канал подового камня
В общем можно считать, что плавильный узел ИКП состоит из двух конструктивных (и функциональных) частей – ванны 2 со сливным носком 1 и индукционной канальной единицы (ИКЕ), в которую входят магнитопровод 4, индуктор 5, и подовый камень 6 с подовым каналом 7. Рассмотрим устройство основных частей ИКП [1, с. 303 – 333; 3, с. 232 – 236].
2.3.2. Плавильная ванна
Ванна 2 состоит из наружного металлического кожуха (обшивки), термоизоляционного слоя и футеровки. Кожух изготавливается из листовой стали толщиной 6 – 12 мм, усиливается снаружи рёбрами и обвязкой из стального проката для дополнительной жёсткости. Ко дну кожуха ванны приварен фланец (например в форме прямоугольной рамки), к которому присоединяется (на болтах) фланец кожуха подового камня.
Если печь имеет отдельный каркас, то кожух ванны укрепляется на нём на болтах, которые должны быть рассчитаны на нагрузку при наклоне печи на 90 °.
Футеровка ванны может быть или из набивной массы, или из огнеупорного кирпича, или составной (многослойной).
При изготовлении набивной футеровки ванны сначала внутреннюю поверхность стенок и дна каркаса обкладывают термоизоляционным материалом. Затем посредством набивки футеруют дно кожуха, т. е. делают дно ванны. На набивной слой дна ванны устанавливают шаблон из металлических листов. Наружная поверхность шаблона должна быть выполнена по форме боковых стенок ванны. В зазор между шаблоном и боковой теплоизоляцией засыпают слоями футеровочную массу и послойно трамбуют. После сушки набивной футеровки шаблон извлекают.
Преимущества футеровки огнеупорным кирпичом по сравнению с набивной – большая прочность и стойкость к повреждениям при загрузке печи, меньшее время для футерования и сушки ванны, лёгкость ремонта.
При составной (многослойной) футеровке ванны внутренний слой, являющийся рабочим, выкладывается из кирпича; средний слой делается набивным; наконец наружный слой является теплоизоляционным.